
December 2010 Vol. 237 No. 12
Features
Low Temperature Ductility And Ductile Crack Arrest Properties Of High Strength Low Alloy Steel
The emergence of micro-alloyed, high strength steel in pipeline applications has opened opportunities for more specialized studies of low-temperature ductility loss and the possibility of crack development. We will discuss the subject further in still more stringent design conditions that challenge engineers and operators.
Carbon steel (BCC structure) exhibits excellent ductility at temperatures above the freezing point of water. These materials progressively lose their ductility at lower temperature. This gives rise to cleavage or the inter-granular mode of cracking. With the clean steel-making techniques commonly practiced today the average steel exhibits excellent ductility down to minus 20 degrees F. It is temperatures below this that are often the concern.
The transition temperature at which the steel’s ductility is reduced to brittleness is called the lower transformation temperature. Therefore, for a low-yield strength steel, the upper transition temperature is not an issue. However, for high-yield-strength steel, the upper transition temperature is also an important property to consider where the ductile fracture can occur.
The ductile crack arrest properties are required to control the material’s ability to resist the initiation and propagation of cracks in otherwise relatively ductile material. This property is determined through the charpy impact test, where V-notch is often used, along with the drop weight tear test (DWTT) in line pipe material.
Since the design temperature of line pipe generally ranges between minus 50 degrees F to 120 degrees F, the upper transition temperature would not be a major concern for buried pipeline. However, in a pipeline designed to transport gas, the compression and decompression stages are often the points where both temperature and impact conditions occur that may exceed the material’s threshold range. Cracks occurring in this range are most likely ductile fractures.
If, during the manufacturing process the material is tested to a range of temperatures that can establish these properties, the material can be safely used within the tested range of temperatures. The testing experience with API steel grades pipes manufactured to PSL 2 requirements (up to X-80) have regularly shown that – at minus 20 degrees F -the CNV impact properties have far exceeded the required values and their shear has been over the specified ?85%. Shear mostly hovering around 100% has been reported by drop weight tear (DWTT) tests.
Thus, because the impact values at the upper shelf temperature are not an issue and because the lower temperature values (commonly about minus 20 degrees F) are not beyond the normal reach of the steel material used to make API-PSL 2 level of pipes, PSL 2 is the common specified quality level for such critical line pipes, especially gas pipelines.
Let us now discuss steel obtained from two different steel mills. The chemical composition, charpy V-notch impact values and DWTT shear area are presented in the graphs and table. The material grade from both mills is API 5L X 70 for making PSL-2 pipes.
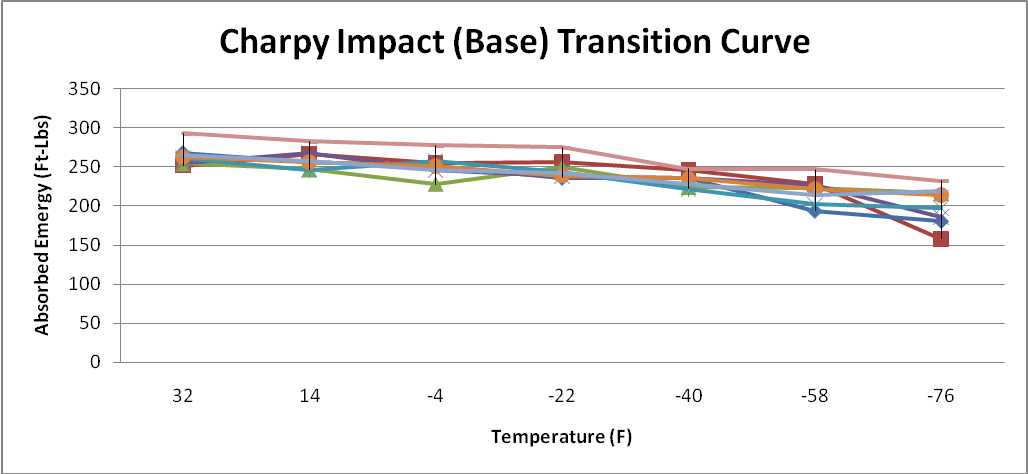
Two graphs in Figure 1 show the impact test values for eight heats of X70 grade steel obtained from two different steel mills. For this article, the mills are identified as steel mill #1 and steel mill #2.
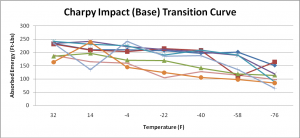
Figure 1b: Charpy Impact (Base) Transition Curve, mill #2
The graphs show absorbed impact energy of each heat at gradually decreasing temperatures. The decline in absorbed energy value is fairly consistent for all eight heats from mill #1 up to -76 degrees F test temperature. The values fall but still show a good impact resistance energy of 150 ft/lbs at -76 degrees F.
Similar is the declining trend for all eight heats of steel from steel mill #2 where the test yields consistent impact charpy value of 100 ft/lbs up to -58 degrees F from steel mill #2.
In another set of graphs (Figure 2) for the same heats of steel as discussed are the shear values obtained from drop weight tear testing at a range of temperatures. These values are plotted as a transition curve. The point to be noted is that both groups of steel have relatively ductile failures and good shear facet to the fracture. Note from the graph that the shear is 100% up to -49 degrees F. The shear values for the steel from steel mill #2 are above 70% at -22 degrees F, an indication of the ductility of steel.
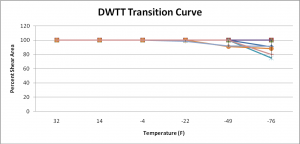
DWTT Transition Curve, mill #1

DWTT Transition Curve, mill #2
It is obvious that the steel from mill #1 is suitable for service up to -49 degrees F and the steel from mill # 2 is suitable for service up to -22 degrees F. However, both groups of steel exhibit good impact resistance and ductile properties.
Such values are possible because of the combination of good chemical composition and good rolling practices. The chemical composition of two groups of steel are given in Table 1. Note that both steels have very controlled alloying of carbon (C), sulphur (S), and phosphorous (P). All these elements are on the lower side of the range, intended to ensure improved impact and DWTT properties, an intention that was achieved as seen through the test results of the materials. One key difference to note is that steel mill #1 has used chromium (Cr), niobium (Nb) and titanium (Ti) to achieve the desired properties of the steel while steel mill #2 has chosen nickel (Ni), niobium (Nb) and titanium (Ti) to control the properties.

Table 1: Chemical composition of two steels
The ductile fracture arrest has been addressed in Annex G of API 5L/ISO 3183 in detail. Approaches to assess these properties of steel are suggested. The use of Battelle, AISI and the EPRG approach to the determination of CNV values for ductile fracture control are one way to establish the suitability of a certain steel. The Battelle laboratories and PRCI reports have addressed the subject in much detail, wherein the prediction of fracture control is suggested by the use of fracture speed curve and toughness resistance curve. Another practical, yet expensive, destructive test method is the full-scale burst test.
In this article, we are bringing out some specific measures that are taken at the steel making and testing stage to ensure that the end product line pipe is capable of passing these tests by resisting and arresting ductile fractures.
Steel Making
Often it is noted that, at the design stage, the focus is on “pipe” but rarely on the steel. It may be pointed out that a pipe is merely a dimensional aspect of the material it is made from. It is the property of the steel that must be in focus not just the “pipe.” Thus, the steel-making process assumes the center stage in getting the desired finished product (the pipe). The modern steel-making process has changed significantly from the past. Steel makers are more focused on getting ultra-clean steel with finely controlled chemistry.
The current trend in steel making is to keep very low levels of sulfur (S), phosphorous (P) and nitrogen (N). The presence of these elements above certain limits is detrimental to the steel quality, especially to the ductility and crack resistance properties of the steel. To produce clean and fully killed steel, the refining process involves treating the steel with aluminum (Al) or silicon (Si) or a combination of both. Calcium (Ca) is often added to control the shape of inclusions.
Vacuum degassing, by Ruhrstaal-Heraeus (RH), plays a vital role in production of clean steel. The RH degassing process uses an up-leg snorkel through which steel is drawn into the degassing-chamber and the denser degassed steel leaves through the down-leg. It has become a necessary step in steel making, especially for steels which are used for critical applications like sour service and low-temperature applications. The RH degassing system is associated with high tonnage basic oxygen furnaces (BOFs), producing low-carbon, aluminum-killed steel.
RH degassing is generally preferred owing to the metallurgical advantage associated with the downstream refining processes and production of large tonnage of high quality, lower cost, continuously cast steel.
These steps produce clean steel. However, to derive better mechanical properties, the steel is further treated with a very precise alloying process. This is referred to as the micro-alloying process. Some of the key elements that can be micro-alloyed are niobium (Nb), vanadium (V), titanium (Ti), nickel (Ni), chromium (Cr), molybdenum (Mo), and copper (Cu). These elements are used in a predetermined combination to provide the desired mechanical properties. Steel producers have different combinations as per their specific fine-tuned procedures and techniques to get the desired end results.
One of the key aspects of the term “clean steel” is the importance of segregation control. The modern automatic continuous casters are now equipped with a dynamic soft reduction technique which helps in minimizing the center line segregation. The steel suppliers are achieving segregation control to level 2 or better on the steel mill’s scale of 1-5 checked by macro etching the cross section of the slabs. Steel mills have developed their own standards and leading manufacturers have developed very good standards. Several other steel mills use the same or similar references of their own to classify the level of segregation in their products. Figure 3 shows the centerline segregation in a steel slab.
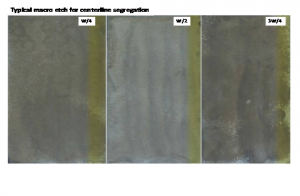
Figure 3: Centerline segregation in steel slab
Engineering specifications are developed to include macro etching as a mandatory requirement when low temperature, sour service and ductile fracture control properties are to be the service conditions. These properties are especially important when high-strength steel is the design requirement. Specifying these requirements ensures that the steel mills comply with the minimum requirements.
However, the control of chemistry, practices of clean steel, control of alloying carbon, sulphur phosphorous and nitrogen and micro-alloying elements are not enough to get the desired properties. These have to be combined with rolling practices to get excellent properties. Micro alloying and cooling practices have led to the development of low-carbon steels that, in turn, have led to the production of submicron size grain structure of bainite steels.
The technology of accelerated cooling – designed to produce partially or wholly bainitic microstructure in low-carbon, micro-alloyed steels – was perfected in 1960-70s. The steel produced with this technology typically would have acicular ferrite (AF) and polygonal ferrite (PF) with dense dislocations, fine grain structure and dispersed martensite/austenite particles.
The method of rolling, the temperature control during the rolling operation and the cooling cycle are equally important aspects of a good steel stock for pipe making. Steel rolling practices have significantly improved from those of the past.
Production of steel by the thermo mechanical control associated with accelerated cooling is a very common practice to produce micro-alloyed, high-strength steel for pipe making. This combination allows good control over the microstructure and grain refinement and is a very important feature of these processes. The degree of fine-grain size has reached a level that references to ASTM E 112: “grain size 7 or better” is a term from the past for this type of steel.
The finer grain controls have resulted in high-impact CNV values and greater shear percentages in drop weight tear tests, which translate into very good resistance to crack initiation and its propagation in ductile fractures. The steel mills aim to achieve grain size 10 or better (finer) as per ASTM E 112 which is uniformly distributed, to obtain best mechanical properties. Figure 4 at X-100 magnification shows the grains size 11 or better.
Once the steel quality is established to the design parameters, the design engineers can work with the established properties of the material.
Authors’ note: In Part II of this article, we will continue to discuss these aspects of steel and a brief attempt will be made to discuss low-temperature ductility and ductile fracture with the help of some of the industry specifications. Practical application of these desired properties steel will be discussed and well as their evaluation and validation by various tasting and results from a design engineer’s perspective.
Authors
Pankaj Mittal is senior vice president, Corporate Quality and Technical Services, Welspun Pipes Inc. Little Rock, AR.
Ramesh Singh, MS, I Eng, MWeldI, is senior principal engineer (materials, welding and corrosion) at Gulf Interstate Engineering, Houston. Telephone: 713-850-3687, e-mail: rsingh@gie.com.

Comments