
August 2020, Vol. 247, No. 8
Features
Case Study: Starling Pipe-in-Pipe Project Copes with Stresses of S-Lay Pipelaying
Special to Pipeline & Gas Journal
The use of pipe-in-pipe systems for the thermal insulation of pipelines is well established. Since 2004, Tata Steel has been delivering systems for pipe-in-pipe projects in the North Sea, including BP Rhum and Talisman Tweedsmuir.

Working to provide insulated pipeline systems that maintain flow assurance to maximize returns on field developments, these systems include multilayer, polypropylene foam and aerogel hybrid systems to cover the full range of insulation levels required.
However, the Starling project was the first development in which Tata Steel was able to supply a complete, engineered solution to Shell U.K. Limited, which operates the field on behalf of Shell and Esso Exploration and Production UK Limited.
The Shell/Esso Starling field in the central North Sea is a significant gas condensate discovery, and central to the project was the installation of a 21-mile (33-km), 20-inch/12-inch (508-mm/305-mm) carbon steel pipe-in-pipe system to tie back wells to the Shearwater platform. Tata Steel delivered a pipe-in-pipe solution for the project, supporting front-end engineering and design through to delivery.
Working in partnership with the customer, Tata Steel delivered solutions including engineering, manufacturing, field jointing and supply services. The company assumed complete supply chain management for the Starling pipe-in-pipe project, incorporating the engineering, procurement, fabrication phases and testing — shouldering the responsibilities associated with such an all-encompassing scope of work.
Tata Steel has a long-standing relationship with seamless pipe producer Vallourec & Mannesmann (V&M), and this resulted in significant benefits in creating an effective system for Starling. Through close cooperation, Tata Steel was able to manufacture outer pipes that matched exactly the inner pipe lengths. This made it easier to achieve optimal matching of pipe lengths to create finished joint sections.
The 0.47-inch (12-mm) outer sections of the carbon steel pipe-in-pipe, incorporating 2,800 joints, were made at the company’s 20-inch high-frequency induction (HFI) welded pipe mill in Hartlepool, U.K. The seamless carbon steel inner pipe was made by V&M and imported to the north of England. Measurements for the inner pipe were 13-inch (324-mm) outside diameter with a wall thickness of 0.81 inch (20.6 mm), broadening to 0.9 inch (22.2 mm) for the Shearwater approach. The outside diameter for the outer pipe was 20 inches (508 mm) with a wall thickness of 0.5 inch (12.7 mm).
Once manufactured, the outer pipes were fitted with carbon steel anode pads ready for the installation of zinc alloy anodes. The pipes were then coated with polypropylene at the Tata Steel joint venture company, BSR Pipeline Services in Hartlepool, the company said. Next, the pipes were batched and matched length-for-length and integrated to form complete pipe-in-pipe joints.
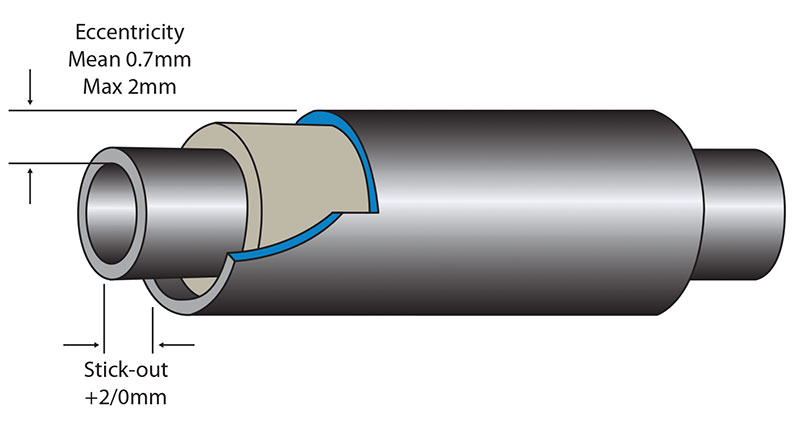
The general requirement of concentricity of an outer pipe to an inner pipe is up to 0.07 inch (2 mm); the Starling system delivered a mean concentricity of 0.03 inch (0.7 mm). The tolerance of the stick-out of inner pipe at the end of each section was also crucial and had to be precise; this was set at a narrow range of -0/+ 0.08 inch (-0/+2 mm).
The assembly of the joints was completed with a weld preparation bevel on the outer pipe and the welding of a circumferential backing ring. As such, the field joints for the Starling project were designed to fit together without the need for further assembly or remedial work, enabling optimal pipelay at about 6.2 miles (1 km) a day.
The pipe-in-pipe system was insulated with polyurethane foam to the density of 120 kg/m with a thermal insulation of 0.035 W/m2K. With pipe-in-pipe, the “U” value – the overall heat transfer coefficient – is paramount. Referenced to the inner pipe bore, the Starling project required 0.7 W/m2K. By comparison, wet insulations can withstand a heat loss of 3 W/m2K or greater. Tata Steel supplied its patented water-stop-sealed bulkheads to prevent water ingress in the event of a wet buckle during pipelay.
These bulkheads were fitted into one in every 28 pipe assemblies. The company also manufactured full-body-tempered steel half shells, including cutting, machining and welding for completion of the field joints during offshore pipelay. The half shells were made to tight tolerances of less than a 2-mm spring when split, and the overall tolerance was less than 0.02 inch (0.5 mm) on the lengths and remaining dimensions.
Six bulkhead assemblies were welded into the pipeline, one at each flanged end and four along the length of the pipeline, to distribute the thermal stress caused by the internal temperature and pressure of well production fluids.
All welding on the assemblies was completed and tested. Welds having to withstand tested temperatures of -49 degrees F (-45 degrees C) above the pipeline’s life weld qualification at such low temperatures, while maintaining dimensional accuracy, were anticipated challenges at the outset, but these issues were successfully managed.
Tata Steel enlisted welding specialists, Pipeline Technique Limited (PTL), to develop the project-specific welding techniques for both the inner and outer pipe to bulkhead joints, selecting the gas tungsten arc welding (GTAW) process, matched with a 1% nickel-alloyed consumable.
A team of welders successfully qualified the welding procedure specifications (WPS) at the PTL welding center near Aberdeen, before moving to the Tata Steel plant to successfully complete the bulkhead assembly joints.
The nondestructive testing (NDT) of the WPS and production bulkhead welds included full volumetric inspection by radiography and ultrasonic testing. The destructive testing of the weld procedure samples was extensive and encompassed tensile tests, bends and macro-sectioning, plus an intensive investigation into the low-temperature toughness properties by CTOD (crack tip opening displacement) and Charpy V-notch impact specimens.
Integrated Supplier
From a customer’s perspective, working together with just one supplier was a considerable benefit. The biggest challenge for Tata Steel was coordinating the supply of materials and ensuring different aspects of the project integrated smoothly.
Tata Steel was brought into the project in the very early stages, supporting Shell on aspects such as the selection of the right pipe configuration, foam formulations and what thermal properties could be achieved. Budget information was also supplied to help Shell to assess the capital case supporting the project development.
“We engaged with line pipe suppliers very early in the Starling project to gain their input to the pipeline design and ensure timely delivery in a tight market,” Shell’s Starling project manager Liam Naughton said. “The pipe-in-pipe assembly went very smoothly at Hartlepool, with Tata Steel drawing from their previous experience to make continuous improvements to the safety and efficiency of the operation.”
Multiple Benefits
The Starling system was designed specifically to cope with the particular stresses inherent with the S-lay method of pipelay. During this lay method, the inner and outer pipe are required to be bonded together. This can cause difficulties aligning adjacent pipes for welding. The tight tolerances ensured that the required fit-up was achieved without the need for costly and time-consuming remedial work on the lay barge.
Operationally, the Starling pipe-in-pipe is designed to offer not only thermal protection but also increased resistance to lateral and upheaval buckling. This is achieved through bonding the PU foam and the intermediate steel bulkheads.
As part of the project, care was taken in assembly and qualification to ensure that the axial strength was maintained and delivered as part of the project requirements.
In recognition of the successful completion of the project and Tata Steel’s commitment to safety, the project team was presented with an award from Shell U.K. Limited, celebrating the benefits of a fully integrated package and a close working relationship between supplier and operator.
Conclusion
As the pressure increases to develop more and more marginal fields with high-pressure, high-temperature (HPHT) wells, and as new technologies develop, pipe-in-pipe will continue to grow in importance in the years ahead.
By working in partnership with customers at an early stage in the engineering process, Tata Steel can offer significant benefits and expertise to ensure that the optimal pipeline insulation system is developed, meeting the specific requirements of each challenging project.
Project Statistics:
Project Name: Starling
Client: Shell U.K. Limited
Location: North Sea
Scope of work
- 21-mile (33-km), 12-inch (324-mm) outside diameter seamless inner pipe
- 21-mile (33-km), 20-inch (508-mm) outside diameter welded outer pipe
- High-frequency induction (HFI)-welded outer pipe, 20-inch (508-mm) outside diameter
- Integration of inner and outer pipe sections
- Injection of polyurethane foam
- Supply and fitting of zinc alloy anode pads
- External three-layer polypropylene coating of outer pipes
- Weld preparation bevel on end of outer pipes
- Welding of circumferential backing rings
- Supply and fitting of water-stop-sealed bulkheads
- Manufacture and welding of steel half shells

Comments