
April 2022, Vol. 249, No. 4
Features
A Case Study: Distortion, Buckling of 52-Inch Gas Pipeline Related to High Temperature
By Amer Jarragh, Team Leader, and Arnab Gupta, Inspection Specialist Pipeline Inspection Division, Kuwait Oil Company
Pigging as a means of cleaning in-service hydrocarbon pipelines is a critical activity that requires stringent precautions to be followed by the pipeline operator.
The presence and accumulation of pyrophoric scales within fuel gas pipelines, along with oxygen ingress, can create a conducive environment for ignition and fire inside the pipeline during pigging activity.

The following article discusses this hazard and precautions that should be taken.
An 8-mile (13-km), 52-inch fuel gas pipeline constructed from API 5L Gr B PSL 2 and designed according to ASME B 31.8, with 4-mm thick 3LPE external coating, underwent charring over a 13-foot (4-meter) length and disbondment, which was identified during external corrosion direct assessment (ECDA) of the coating.
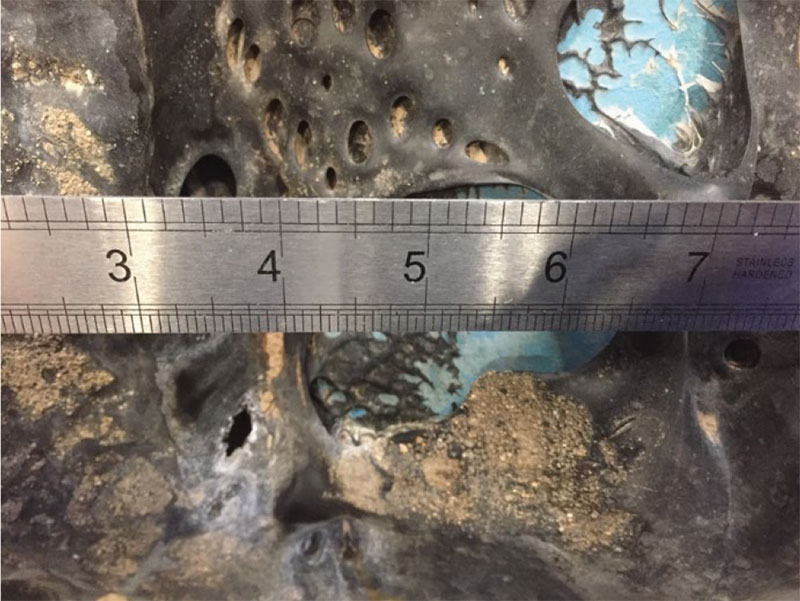
Excavation also revealed localized upheaval buckling and distortion of the 0.405-inch (10.31-mm)-thick pipeline section for about 6.5 feet (2 meters), with tell-tale indications of high-temperature exposure.
Since this was an unusual occurrence for an underground section of pipeline, a root cause analysis (RCA) and failure investigation, using a multidisciplinary approach, were initiated to ascertain the reason for such damage.
The distorted and buckled section was thoroughly inspected, and necessary mechanical and metallurgical testing was undertaken, including visual inspection (VT), ultrasonic thickness measurement (UT), hardness measurement, tensile tests, positive material identification (PMI), metallography and chemical analyses to verify conformity with the piping material specification and to determine the present material condition, both from affected and unaffected zones.
Samples of residual coating (around the 6 o’clock position) were removed from a nominally unaffected region of coating and from an area indicated from visual assessment to have suffered prior melting. Differential scanning calorimetry (DSC) was performed on multiple specimens. Melt cycles were performed to compare the melting point (Tm) and heat of fusion (ΔH) received on the pipe and then after remelting at 10°C/min.
These data were then used to assess the melting point of the coating and the probable thermal history of the coating. Fourier transform infrared (FTIR) spectrometry of the type attenuated total reflectance (ATR) was performed on the center or mid-wall to confirm the identity of the coating materials and establish if the materials had been oxidized.
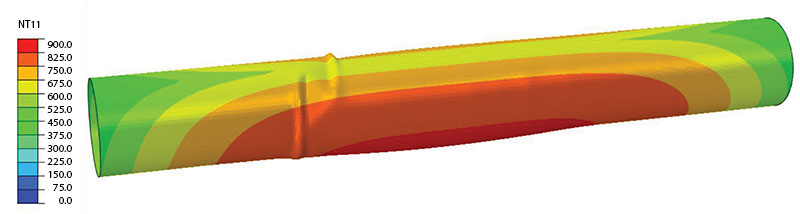
Precise distortion and buckling measurement, using coordinate measuring machine technology and finite element analysis to ascertain the degree of local thermal stress exposure causing the observed buckling, was also carried out.
The agreement between the measured distortion and the deformation predicted by finite element analysis (FEA) when a Gaussian temperature distribution was applied indicated that the section of the pipeline was subjected to a temperature of about 1,472 degrees F (800 degrees C), which corroborated with the microstructural assessment.
Microstructural characterization and mechanical testing of the distorted pipeline sample indicated high-temperature exposure, varying from just above AC1 (about 1,256 degrees F [680 degrees C]) close to the 6 o’clock position to above AC3 (approximately 1598 degrees F [870 degrees C]) close to the 12 o’clock location (above AC3-upper critical temperature), as could be seen from the re-austenite microstructure.
The assessment of the residual coating samples (from the 6 o’clock position) suggested no external fire had occurred at this location, but it revealed evidence of melting, not burning, differing adhesion to the underlying liner material and differences in melt history between the samples studied.
Example of temperature distribution was applied for modeling the effect of the exothermic reaction and showed the buckling distortion occurring during heating.
Based on the discussions and inputs received from the operating teams during the RCA meetings, it was evident that this could have resulted from one of the cleaning pigging operations.
Due to the lack of records and insufficient data, it was difficult to simulate the exact scenario that could have created the damage. However, the plausible explanation is that it could have resulted from progressive debris accumulation in front of the pig, almost halfway, 3.7 miles (6 km) along the total pipeline length, which would have posed considerable resistance to pig movement any further.
To overcome the insufficient motive force generated using nitrogen for pig movement, compressed air was used during the cleaning pigging. The introduction of oxygen in the compressed air, presence of pyrophoric scales and the thermal energy from kinetic friction generated between the debris and cleaning pig periphery and the pipeline internal contact face possibly created a conducive environment that resulted in an internal fire and high temperature (>870 degrees C). This is supported by the localized charring of the external three-layer polyethylene coating and the metallurgical observations of the pipeline samples.
The resultant thermal expansion caused by such a high temperature of the pipeline section was not possible since the pipeline is buried and not designed for such extent of thermal expansion. This could have led to the localized distortion and upheaval buckling of the pipeline at the weakest zone corresponding to the region of the highest temperature (and hence loss of strength) due to the internal fire.
The above sequence may be logically considered the reason for the failure of the fuel gas pipeline.
Lessons learned and recommendations to avoid recurrence of such failure are:
- Compressed air should not be used for cleaning pigging operation of in-service pipelines in hydrocarbon service.
- Sufficient nitrogen pressure should be ensured before undertaking pigging.
Contributing to this article were Abdulhameed Khalaf, Adrienne Barnes, Philippe Bastid, and Bernadette Craster.

Comments