
November 2023, Vol. 250, No. 11
Features
Increasing Gas Pipeline Capacity Using Nanocomposites
By Andy Santalucia, Rescue Pipeline Services LLC, Houston, Texas
(P&GJ) — Even as the world needs energy desperately — particularly natural gas — takeaway capacity has been proved insufficient in several natural gas fields in the United States.
Capacity, obviously, is an important factor that affects natural gas supply and price in different regions. When pipeline takeaway capacity is insufficient or constrained, it can limit natural gas production growth. In addition, much of the natural gas produced is associated with oil production — that is, created along with oil production. Gas pipeline takeaway constraints combined with new and growing restrictions on flaring can affect oil production.
Pipelines are becoming more difficult and expensive to build. Obtaining approval and the necessary permits to build natural gas pipelines from the Federal Energy Regulatory Commission is getting more difficult. As recent occurrences show, the bottleneck worsens when pipeline operators perform necessary repairs and preventative maintenance, which force a temporary reduction in pressure or halt shipping.
Optimizing an existing gas pipeline is an effective way to increase capacity and reduce emissions. Optimization of pipelines involves changing the pipeline’s operations or equipment to increase efficiency while reducing waste and emissions.
Drag reducing agents (DRA) and flow improvers are commonly used in liquid pipelines and act as turbulence inhibitors along the pipe wall, to decrease the amount of energy lost in turbulent activity. DRAs allow increased flow, using the same amount of energy or reduced pressure drop for the same fluid flow rate in pipelines.
Unfortunately, drag-reducers are not suitable for gas pipelines. The most common technologies employed by gas pipeline operators, to increase the capacity of existing gas pipelines, are limited and include the following:
- Pipeline Looping: This involves building a new pipeline alongside the existing pipeline to increase capacity. Looping can be a cost-effective solution to quickly add capacity, especially if the pipeline route is established.
- Compression upgrade: Additional compression can be added along the pipeline to increase capacity.
- Pipeline cleaning: Over time, pipelines become fouled with deposits of impurities, reducing their capacity. Regular cleaning and maintenance can help to remove these deposits and temporarily increase capacity.
- Pipe replacement: In some cases, replacing sections of an existing pipeline with a larger diameter pipe may be necessary to increase capacity. This solution is often costly and faces the same regulatory obstacles as new pipe construction.
Recent advancements in nanocomposite coating technology, combined with Rescue Pipeline Services (RPS) in situ application techniques, have resulted in a new in-field flow coating system that can retrofit existing gas pipelines with a friction-reducing flow coating, to increase pipeline capacity significantly.
How Flow Coating Works
For more than 40 years, the internal linings of gas pipelines — known as internal flow coatings — have been used to counter adverse effects on pipeline capacity, operation and compression costs created by the rough inner surface of steel pipes and the consequent buildup of deposits and corrosion products as pipelines age.
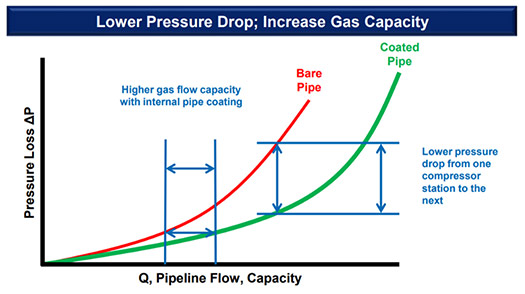
The capacity of a gas pipeline increases when using an internal flow coating, because the coating smooths the pipe’s inner surface, reducing the friction and drag forces that oppose the gas flow.
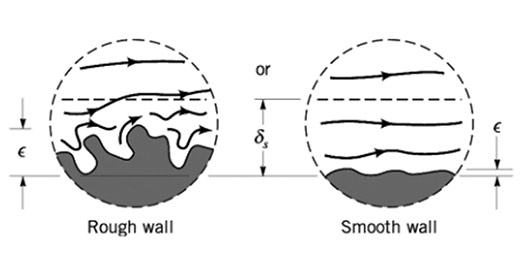
This results in a lower pressure drop and higher flow rate, which means more gas can be transported through the pipeline. In simple terms, a flow efficiency coating eliminates turbulent flow within the line created by the natural peaks and valleys of the steel surface.
- Improved surface roughness creates laminar flow at the internal boundary.
- Laminar flow helps in achieving the maximum flow capacity.
Numerous studies indicate that the expected increase in flow capacity of an internally coated gas pipeline, compared to a bare steel pipeline, is between 14% and 21%.
However, as pipelines age and are subject to deposits of corrosion, black powder, and other contaminants, the potential for a capacity increase in an older pipeline is much greater.
The use of thin film epoxy resin-based coatings for this purpose has an extensive track record with many pipeline operators, and most new gas pipeline projects incorporate factory-applied flow coatings. Typical factory-applied coatings include fusion bond epoxy (FBE), 100% solids epoxy or solvent-based, lower solids epoxies. However, these traditional coatings are unsuitable for field application on larger diameters and long pipeline segments.
The performance attributes required for a factory-applied internal flow efficiency coating are detailed in several internationally recognized performance specifications and standards, including “Recommended Practice for Internal Coating of Line Pipe for Non-Corrosive Gas Transmission Service API RP 5L2.”
This recommended practice discusses minimum acceptable performance specifications for adhesion, abrasion resistance, hardness and hydraulic and gas blistering properties.
New Generation
A nanocomposite coating is a material composed of at least two immiscible phases, separated from one another by an interface region. The material must contain the nanometer scale in at least one dimension, where the primary component is called a matrix in which fillers are dispersed. The nanoscale deals with dimensions between approximately 1 and 100 nanometers. A nanometer is a tiny unit of length — a billionth (10^-9) of a meter.
Adding nanoparticles to polymer composites has led to a new generation of composite materials, with enhanced and novel properties. In the simplest case, appropriately adding nanoparticles to a polymer matrix can often improve its performance, by simply capitalizing on the nature and properties of the nanoscale filler.
To this end, a coating can be specifically engineered to meet the service’s chemical resistance requirements and the properties required for the field application conditions and methods.
RPS has partnered with the nanotechnology company that created the next generation of hybrid coating technology. These coatings are built based on a polymer that covalently bonds with the substrate and with itself. Most coatings require a blasted surface (NACE 2) to adhere to and form a mechanical bond. A nanocomposite coating interacts on a molecular level to chemically bond and link to the substrate, regardless of surface roughness or porosity.
This high-tension crosslinking creates an entirely new surface that is extremely hard, heat and hydrocarbon resistant, as well as being highly resistant to abrasion, acids, stains, mold and corrosion. This extreme crosslinking is the science that allows the coatings to be tough, durable and thin. As they cure, extreme crosslinking creates a high surface tension, giving the coatings exceptional hardness.
Extensive research and testing, beginning in 2017, have resulted in a modified nanocomposite coating, suitable for natural gas and refined product service, with the physical properties for field application compatible with pig batch method techniques.
The unique coating properties include excellent chemical resistance to hydrocarbons and refined products, added viscosity, extended working “pot” life and rapid curing properties, suitable for application on long pipeline sections.
A significant parameter discovery during application trials indicated no substantial difference in coating adhesion between a NACE 2 near-white surface and a NACE 4 Brush Grade surface, significantly reducing surface preparation time and cost prior to coating application.
In situ epoxy coating has a successful history of more than 30 years of stopping internal corrosion, and it is successfully employed on hundreds of miles of pipelines worldwide. A modified in-field application procedure was developed (Figure 3) for applying the nanocomposite flow coating, derived from the proven, in situ epoxy application method.
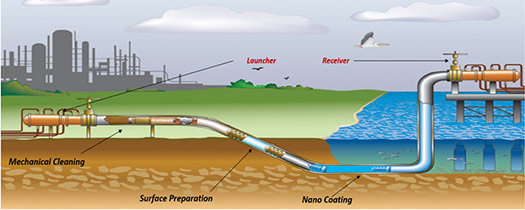
The process starts with initial pipeline cleaning and removal of residual hydrocarbons in the pipeline segment to be coated, followed by a thin-film coating application performed by pig batches, which are propelled through the pipeline segment by compressed, dry air. Field trials have demonstrated the effectiveness of the modified pig batch application techniques to apply the nanocomposite coating uniformly over long pipeline lengths. The unique material handling properties allow for application on virtually any diameter pipeline, as well as pipeline lengths of 20 miles or more.
Roughness, Flow Simulation
Surface roughness is usually expressed as Ra or Rz parameters. Ra is commonly referred to as the arithmetic average of all deviations from the predetermined baseline for the surface. Rz is the arithmetic average of the maximum peak-to-valley heights of five defined consecutive sampling lengths.
Computer-aided pipeline simulation programs, which operators use to monitor their pipelines, estimate current pipe roughness in an operating pipeline segment and simulate the increase in capacity possible with lower roughness values, providing operators a predictive and measurable value for cost-benefit analysis purposes.
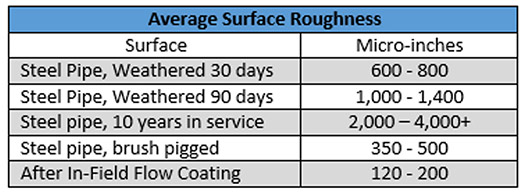
Typical surface roughness (Ra) values for varying pipe conditions and age (Figure 4) demonstrate the potential capacity for improvements based on that surface roughness. While routine pipeline pigging does improve capacity, it is only a temporary increase.
Field Trial
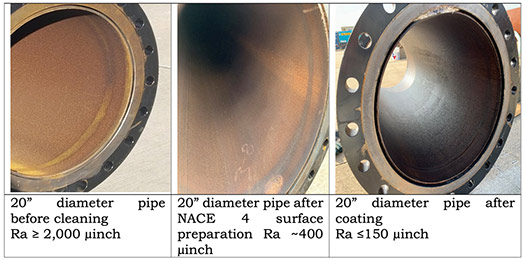
A recent large-diameter coating trial was conducted at the Pipeline Research Council International (PRCI) Technical Development Center in Houston, Texas. The project objective was to demonstrate and validate the techniques and procedures for the in-field flow coating process, using nanocomposite coating on a 20-inch pipe previously used in natural gas service. The trial sponsor was TC Energy.
In addition to the application validation testing, fabricated spools were inserted to provide a coated surface, to facilitate before and after surface roughness measurements, coating thickness and adhesion testing after coating.
The field trial resulted in a decrease in surface roughness from more than 2,000 microinches to less than 150 microinches after coating application. After the coating trial, the coated pipe received additional abrasion testing, including repeated brush pigging and multiple MFL ILI tool passages.
No damage to the coating or increase in surface roughness was observed or measured, verifying the coating’s abrasive resistance to routine pigging and ILI inspection.
Conclusion
The advancement in nanocomposite coating technology and application techniques is a cost-effective method to optimize and increase the takeaway capacity of existing gas pipelines. Predictive and measurable results are available to pipeline operators who are open to evaluating this new technology.
References
- Farshad, Fred & Choate, Leonard & Winters, Robert & Garber, James. (2017). Pipeline Optimization a Surface Roughness Approach.
- Manias, Evangelos (2007). Nanocomposites: Stiffer by design. Nature materials. 6. 9-11. 10.1038/nmat1812, PMID 17199118.
- https://www.liquidpower.com.
- Fogg, G.A and Morse, J (October 2005), Development of a new solvent-free flow efficiency coating for natural gas pipelines, IBP1233 [Conference Presentation], Rio Pipeline 2005 Conference and Exposition.
- Pearson, Matthew William, Characterization of mechanical adhesion failure in epoxy nanocomposites, Thesis submitted to the Graduate Faculty of the North Dakota State University of Agriculture and Applied Science.
Author: Andy Santalucia is president of Rescue Pipeline Services in Houston, Texas. He has over twenty years of experience in the pipeline industry specializing in internal coating application, for the mitigation of internal corrosion and optimization of existing pipelines worldwide.

Comments