
January 2025, Vol. 252, No. 1
Features
Innovations in Monitoring Reveal Unseen Liquids in Gas Pipelines
By Paul Stockwell, Managing Director, Process Vision Ltd.
(P&GJ) — Dry gas flows can unpredictably become wet, and accidental liquids in gas transmission networks create hidden financial costs and pose serious safety risks.

Good phase separation at both the front and back end of gas processing is vitally important to ensure an efficient process and can provide an easy win to boost production, reduce maintenance, and improve safety.
Liquid carryover is the number one cause of failures in gas processing, causing loss of production through foaming or the risk of foaming, fouling and the use of extra chemicals to de-foam and chemical scavengers to remove impurities.
Observations with a new process camera system have shown that, unless phase separation is performed to a high level at low temperature, it is common for sales quality gas to be transported as a wet gas, despite water and hydrocarbon dewpoint systems indicating that a dry gas is present. In addition, the carryover of glycol from dehydration systems is common, yet it is currently not a parameter that is monitored at the custody transfer point.
For the first time, engineers are able to view inside a live pipeline and reveal that when these “dry gas” systems are monitored, often mist or stratified flows are present. With this monitoring in place, the performance of different gas processing trains on a gas treatment plant can be balanced to minimize carryover and the differences investigated.
With gas sampling systems that comply with API standards, liquids in gas flows are removed to provide the gas analyzer systems with a representative gas sample. Therefore, with liquid carryover events and failures in phase separation systems going unnoticed and unreported, the industry is running blind. Using innovative process camera systems, videos demonstrate how unseen liquids can slip past gas analysis systems undetected and leave operators unaware of problems until it is too late.
When installed at the inlet of a gas processing plant, action can be taken to improve phase separation, reducing the threat of foaming, and reduce the cost of operations or increase flow rates when operational conditions allow.
When installed at the export line of a gas processing plant, ensures that liquid phase condensate (not monitored by gas chromatographs (GC)) are not entering the gas line. The system also allows transmission system operators (TSOs) to ensure tariffs are not broken and reduce the threat of compressor failure and corrosion occurring under liquids pooling at low points in the gas transmission system.
Process Cameras
Using process cameras capable of imaging high-pressure gas pipelines and systems has, for the first time, allowed operators a live view of what is really happening in the pipeline. The impact of wet gas and liquids on dry gas flow measurement and gas analysis is enormous. Providing experienced process engineers with live-streaming video gives real-time feedback to operators and often produces data that questions the status quo.
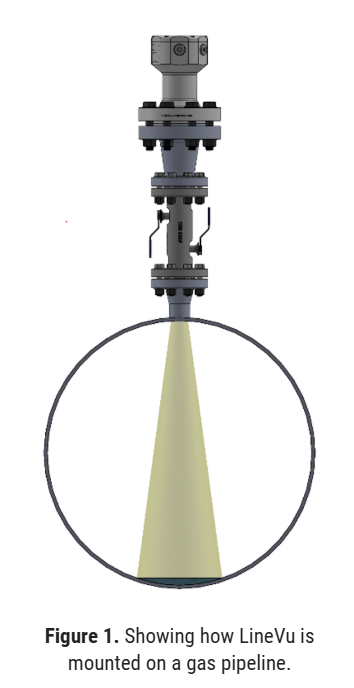
The process camera is normally mounted vertically on a pipeline and provides views of the pipeline floor by illuminating and imaging through an isolation valve (Figure 1). This setup allows easy installation by using existing tapping points. The images from the camera are a plan view of the pipeline floor. Liquid streams, solids and mist flows can be observed.
Aerosols (liquids and solids) travel at the gas velocity, while stratified flows have lost most of their kinetic energy and, in large diameter pipelines, travel at the bottom of the pipe. When live streamed to the control room, there are often reports of liquid streams being present while no other alarms have been activated. The metadata of the image, for instance, the brightness returned to the camera (or the variation of brightness), is a useful parameter to show the stability of the gas flow and can be used as an alarm threshold.
Using machine learning provides an automated alarm with a deeper understanding and categorization of the severity of the incident.
The live streamed video and the associated data is proving to be a useful new metric for control of gas processing plants providing engineers with a better understanding of what is happening at the outlet of a phase separation system and other parts of the gas treatment process.
Liquid Carryover in Gas Processing
At the gas wells, crude oil, condensate, water, and sand are usually present. In addition, further liquids are added: hydrate mitigation, corrosion inhibitor, and bactericides are common. At this stage, it is an intentionally mixed phase flow, but all add to the liquid loading of the gas entering the front-end phase separation at the gas treatment plant. Where there is compression between the gas wells and gas processing plant, compressor oil can be added to the possible contaminants as the gas enters the plant.
Ideally, only gas enters gas processing as, in a detailed survey by Amine Experts [1] indicates, the efficiency of the front-end phase separation is vital. 400 amine plant failure cases were included in the survey with each cases costing the operator between $250,000 to $250 million.
The survey concludes three main causes of failure:
• Corrosion, due to poor amine quality.
• Foaming, due to contaminated gas at the inlet.
• Product quality, due to insufficient heat.
Two out of the three causes of plant failure (poor amine quality and contaminated gas at the inlet) highlight the need for better filtration and phase separation at the gas entry to processing plants. The results of the survey (Figure 2) show the causes of foaming.
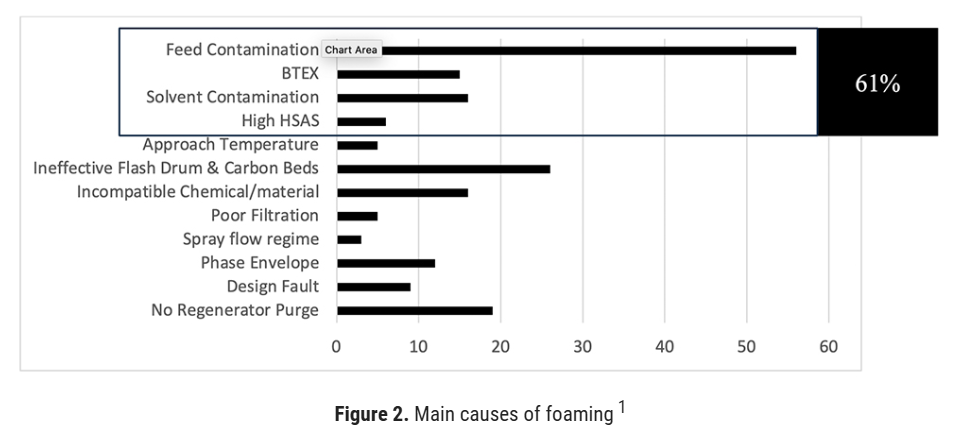
Four causes are due to contamination of the inlet gas, indicating that incorrect phase separation is the number one cause (61%) of foaming events. With better knowledge and understanding of the condition of the gas at this stage of the process, immediate action can be taken to add de-foamer early and avoid a foaming event, rather than cut the gas flow to get foaming under control.
De-bottlenecking studies can be taken to understand when, and how, break-through occurs, implement better maintenance practices on demister pads, justify the cost of improving the phase separation if required and prove that the solution worked.
As foaming is a major risk, many gas plants limit the gas flow and are running under the optimum flow rate to give a “margin” in case of foaming. The greater confidence that a process camera brings allows operators to run a little closer to the optimum in the knowledge that they can react quickly if a liquid event occurs.
As the gas moves through de-sulphuration and de-humidification, large quantities of liquid come into contact with the gas. If not separated, liquid carryover will contaminate the next stage of the process, NGL removal. Once the gas is sweet and dry, the usual method of extracting as much NGLs as possible is to reduce the temperature of the gas, forcing the gas below its hydrocarbon (HC) dewpoint and separate the liquids.
When temperature reduction is achieved totally or partially by Joule-Thompson pressure reduction, it creates the right environment on a flowing gas to produce a sub-micron mist flow; the most difficult type of liquid to filter out. In many cases, the temperature is achieved, but while good technology is available to separate mist flows, it is not commonly implemented.
The situation is exacerbated as sample systems for gas analyzers filter out liquids, so HCs that remain in liquid phase are not included in Btu measurements (or HC Dewpoint calculations).
When pipelines are pigged, one of the frequent components removed is glycol. For glycol to be present in gas pipelines, it must pass through two phase separators, and it is unlikely that glycol would pass through the phase separator at NGL recovery without allowing NGLs (a less dense liquid) to also pass through. In these cases, operators do not gain the full financial benefit of NGL recovery but still have the expense of reducing the temperature of large volumes of gas.
Compressor Damage
A survey performed by the Health and Safety Executive in the UK [3] examined 71 compressor failures. Each failure cost $60k - $120k plus loss of production. Both compressor manufacturers and users were asked what the design life requirements are of dry gas seals. Actual life was determined by the survey:
• Design Life Requirements (Manufacturers and users): 5 Years
• Survey Results: 1 Year 20 days (average)
The survey found that the main cause of failures was contaminated gas where 100% of failures showed liquids were found between the faces of the seal.
Examples of Contaminated Gas Flows
The images (Figure 3) show clean gas, stratified flow, and mist flow. Features on the pipe floor can provide points of reference. It should be noted that the still shots below do not convey as much information as the videos from which they are taken.
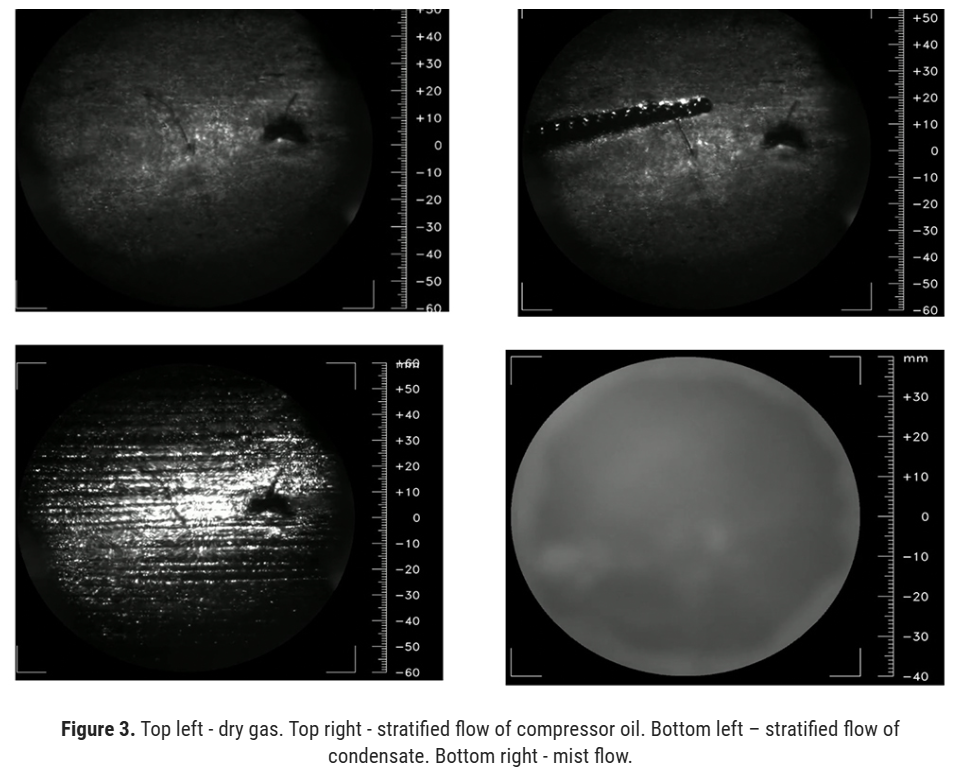
The photos above show gas flow in real-world installations in a 36-inch (0.91m) pipeline with various contamination flows. The gas pressure was 920 psi (63.4 Bar), and the gas flow velocity was around 15ft/sec (4.6m/sec). The top left is dry gas flow, and the top right is a stratified flow of compressor oil with a surprising worm-like shape.
Bottom left is a stratified flow of condensate in many small streams, and bottom right, a severe mist flow where the pipeline features are completely obscured by the mist. Stratified flow and mist flow can occur independently and simultaneously. Computational fluid dynamic (CFD) models would indicate that stratified flows occur at low gas velocities and mist flows occur at high velocities.
However, observations of stratified flows have occurred at both low and high velocities, and mist flow observations at both high and very low, and even stationery, gas flows. Many parameters affect the way contamination moves in a mixed-phase flow in large-diameter pipelines, e.g., a mist flow in a 100-mile (161-km) pipeline can turn into a stratified flow if there is a momentary drop in gas flow rate.
Temperature, liquid density, liquid viscosity, pipe surface roughness, bends, and flange joints all have a part to play. It is common to see mist and stratified flows at the same location on different occasions and occasionally at the same time.
When mist flow is present, it is common to observe diurnal (time of day) changes. The level of mist flow increases during the day and decreases at night. It is very repeatable, and in some cases, the pipe floor is completely obscured at the maximum point of mist flow. It is explained by the pipeline being heated by the sun during the day and any water vapor in the pipe wall (and the material on the pipe wall) out gasses into the gas flow and “wets” the gas as shown by a small increase in the dewpoint.
At night the reverse happens, and water vapor achieves equilibrium with the pipe wall (and the material on it) in the reverse direction, and the dewpoint decreases again.
It is, therefore, believed that the presence of repeatable diurnal changes indicates that a volatile gas component, most likely NGLs, is present.
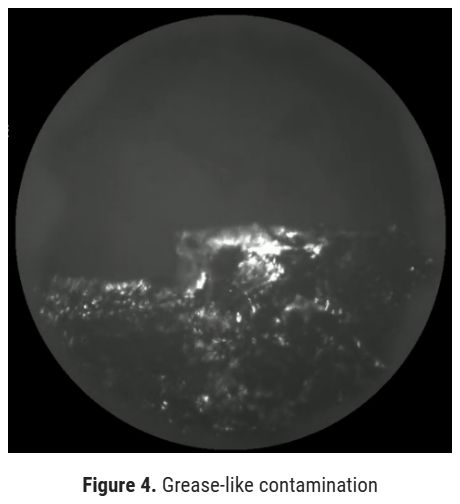
Figure 4 shows grease-like contamination that, once gas flow was initiated, developed small liquid flow streams on its surface. Rapid gas flow across the top of slurries and grease-like material draws off the lighter end liquids.
Over a period of a few weeks, this material becomes much drier, which explains the mechanisms behind dry material being removed when lines are pigged. With stratified flows, liquids slowly move down the pipe because of friction with the gas. These events contain solid material.
As the liquid is moving, the quicker-moving gas above progressively dries out the liquid, leaving denser liquids and a higher solid content to a point where the contaminant is sufficiently dense and viscous to slow and then stop. It then continues to dry as stationery material on the pipe floor.
Calorific Value
API, ISO and GPA standards require that stabbing probes or quills are used to remove the gas samples from the middle of the pipeline to avoid any contamination on the pipe wall. It is required that the sample system provides a representative gas sample to the analyzer where any liquids present in the pipeline (glycol, amine and NGLs) are not included in the sample to the GC and other gas analyzers.
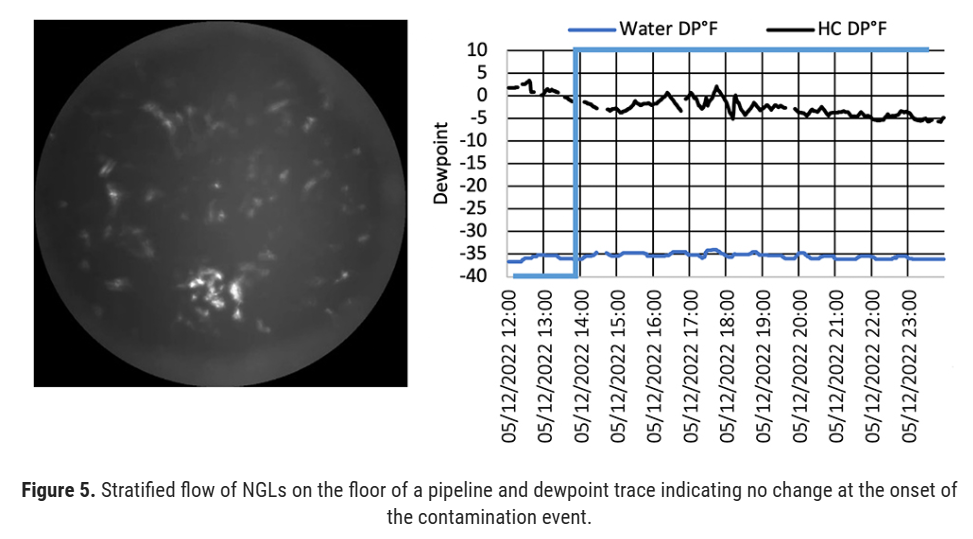
When liquid onset starts, as seen in Figure 5, a stratified liquid flow across the full field of view can be seen. The graph of both water and HC dewpoint shows no response from either analyzer system at the onset of the liquid flow event. It was assumed, therefore, that the liquids must be glycol.
However, when the gas flow was stopped, the pipeline de-pressurized, and purged with nitrogen before introducing air, the liquid evaporated over 24 hours. As the liquid was volatile, it rules out glycol (MEG and TEG) and compressor oil, leaving only NGLs as possible suspects. As described above, gas analyzer sample systems are designed to avoid and remove any liquids.
While this is good practice for the long-term service of gas analyzers, it leaves operators unaware that these large-scale liquid events are happening. In addition, calculating HC dewpoint from GC data can also produce a false sense of security as, in many cases, measured HC dewpoint is much wetter than calculated HC dewpoint.
Getting a true picture of the calorific value of the fluid stream in wet gas flows is complex. Even with iso-kinetic sampling operating at high temperatures, stratified flows will still not be included, and liquids in the mist flow coalesce on the sample pipework, causing large spikes. Gas analyzers can only report on the portion of fluid they are presented with, and at present, this means that:
• Measurements made at custody transfer points are wildly in error when a wet gas flow is present, and
• Operators are unaware when mixed-phase flow is present.
Installation of a process camera validates gas analyzer measurements when there is single phase flow and alerts operators when a mixed-phase flow is present.
Pipeline Corrosion
Internal liquid hold-up in pipelines creates an additional risk of corrosion that can lead to pipeline rupture. Monitoring pipelines for liquid carry-over lets operators know if mist or stratified flows are occurring.
Underground pipelines are usually protected from external corrosion using cathodic protection (CP) systems. A small DC voltage is set up between the underground pipe and a sacrificial anode, thereby protecting the pipe section from corrosion when pipeline coatings and coverings are breached.
To function properly, an isolating joint is inserted between underground and over-ground sections. However, when solid material is conveyed along the pipeline, it breaches the isolating joint and, being electrically conductive, compromises the CP system.
Risk to Power Stations
By the time the gas reaches the power station, several factors increase the likelihood of contamination:
• Trace Glycol and NGLs in the gas at the inlet to the transmission system.
• Lubrication grease from valve operations.
• Compressor oil leaking into the gas.
• Iron sulfides collected from the pipe wall
• Scale collected from build up at valves and pressure reduction stations.
All contribute to contaminated gas reaching the power station and causing maintenance issues:
• Stratified flow causes uneven combustion around the turbine, putting high stresses on the turbine.
• Blocking of fuel nozzles.
• High wear on fuel nozzles.
• Hot spots on turbine blades, causing some turbine blade holes.
•
Some power stations will heat the gas to 300°F (150°C), which should vaporize low-level NGLs if they are present but do not vaporize glycol or compressor oil. It should also be noted that this heat is not available at start-up, and flow starts/flow ramps are where the majority of stratified flows have been observed, leaving power stations vulnerable to liquid events and flow meter errors due to high levels of solid material in the flow meter lines.
Summary
Process cameras can be used to great effect as a cost-effective method to:
• Increase production in gas plants.
• Improve NGL recovery.
• Lower flow meter errors.
• Lower pigging and disposal costs for TSOs.
• Lower compressor servicing costs.
References:
- Philip Le Grange, Ben Spooner and Mike Sheilan (2017), “Trends in Tragedy – An in-depth study of Amine system failures, Ammoniaknowhow.com
- Tim Nesler, EMS Pipeline Services (2005), Gas Measurement Has Key Role in Sarbanes-Oxley Law Compliance, Pipeline & Gas Journal - September 2005
- Neale Consulting Engineers (2000). Hydrocarbon Release – dry gas seal integrity survey report – Health & Safety Executive (UK) Report - Offshore Technology Report 2000/070
Brown, A., Milton, M., Vargha, G., Mounce, R. Cowper, C., Stokes, A., Benton, A., Bannister, M., Ridge, A., Lander, D., Laughton, A. (2007), “Comparison of Methods for the Measurement of Hydrocarbon Dew point of Natural gas,” NPL Report AS 3, May 2007

Comments