
July 2018, Vol. 245, No. 7
Features
Closer Look at Flammability, Inerting of Complex Hydrocarbon Mixtures
By Tarig Hussein and Daniel Maxa, University of Chemistry and Technology in Prague, and Martin Stukbauer, CEPS
In the lifetime of oil and gas pipelines there are numerous events that could pose the potential of an explosion hazard, with commissioning, maintenance, replacement, as well as decommissioning and abandonment serving as common examples. In case of air purging, flammable mixtures are created in pipelines in an uncontrolled manner.
The first part of this article is dedicated to a revision of basic flammability and inerting principles. Based on this background, applications of mobile nitrogen unit technology are described in the second part. The technology has been proven to increase safety compared to air purging, while simultaneously maintaining high operational flexibility.
Flammability Limits
Flammable gases and vapors can ignite and cause an explosion if mixed with adequate amounts of oxidizer, and a source of sufficient ignition energy is present. A flammable mixture is formed when the combustible substance concentration reaches the interval between the lower flammability limit (LFL) and the upper flammability limit (UFL). Below LFL the mixture contains too little fuel to ignite. It is too lean. Above UFL the mixture contains too much fuel (too little oxidizer) to ignite. It is too rich.
When inert gas is added, LFL slightly increases and UFL decreases steeply. Thus, the flammable range gets narrower due to a (corresponding) decrease of the oxidizer content. Ultimately, after reaching a certain threshold oxidizer concentration, LFL and UFL converge to a single point.

With the further addition of inert gas any mixture is non-flammable after ignition, independently of the combustible substance concentration. The threshold oxidizer concentration is called “limiting oxygen concentration” (LOC), since oxygen (in air) is the most commonly occurring oxidizer. LOC refers to oxygen concentration in a ternary mixture of a combustible substance, inert gas and oxygen.
Values of LOC for multiple substances are available in corresponding standards [1-4] – and literature [5-7]. There is also a property called “limiting air concentration” (LAC), which expresses LOC as equivalent concentration of air in the mixture.
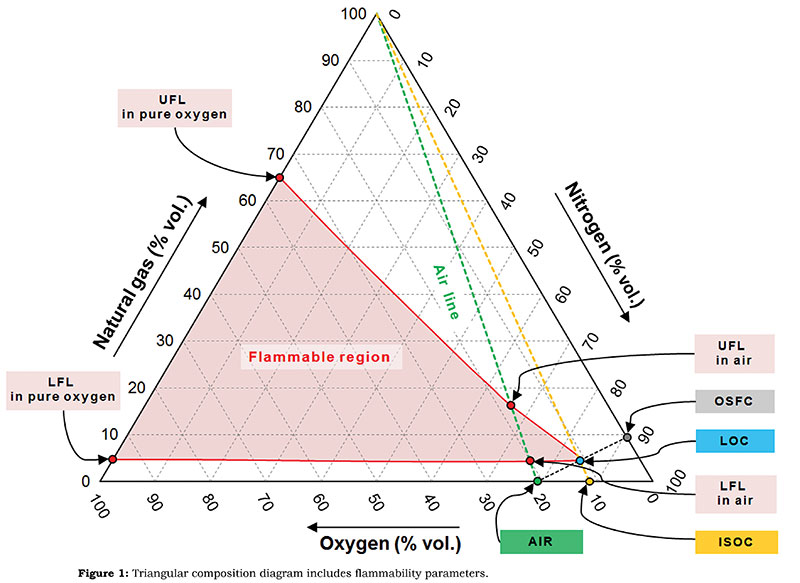
To represent composition of fuel-oxidizer-inert gas mixtures as well as to assess purging scenarios a triangular diagram is commonly used. An example (Figure 1) for natural gas-oxygen-nitrogen mixtures. Mixing air with natural gas yields mixtures represented by the “Air line.” Mixtures created by mixing air, natural gas and additional nitrogen are on the right side of the air line.

Flammability limits as well as LOC depend on temperature, pressure and composition of the mixture constituents. With increasing temperature and pressure, the flammability region expands. LFL and LOC decrease and UFL increases. The influence of composition is, however, more complex, because composition of the fuel, oxidizer and inert gas come into play.
Air is, with some simplification, a mixture of nitrogen (79% vol.) and oxygen (21% vol.). Due to its availability and abundance nitrogen is a commonly used inert gas, although other materials such as carbon dioxide or steam might also be used.
Flammability parameters of pure hydrocarbons are well-documented in the respective standards [2-4] and literature5,6. Nevertheless, in the oil and gas pipeline industry the flammable substances are usually natural gas, crude oil or petroleum products – more or less complicated hydrocarbon mixtures. This implies the published data on pure hydrocarbons are not directly applicable to assess the flammability of such mixtures reliably. Experiments would be the most reliable way to obtain the flammability data, but this approach is often time-taking and costly.

To perform simple estimations, mixing rule formulas based on known properties of pure hydrocarbon constituents have been proposed by many authors [6, 8–10]. The most commonly used formula is the Le Chatelier mixing rule for LFL estimation, see equation (1) where ci is molar (or volumetric) concentration (% mol. or vol.) and LFLi is a lower flammability limit (% mol. or vol.) of an i-th flammable component in the mixture.

When using literature data or theoretical estimations, it is always important to compare the experimental or design conditions to the target process conditions. Neglecting this step may result in dangerous misinterpretations.
Air Purging
As a readily available and cheap material, air is often used for pipeline purging. Air purging can be illustrated (Figure 1) by following the air line from the top apex, representing a pure combustible substance, down to the intersection with the oxygen axis, representing air composition. Conversely, air purging into service can be represented by following the airline from the air point up to the top apex. From the diagram, it is obvious that in both cases formation of flammable mixtures is inevitable.

This somewhat dangerous approach has been improved by using a pig keeping air and the combustible substance separated. The pig is propelled by the purging gas while displacing the original content of the pipeline and eliminating mixing of air and the combustible substance at the same time. Even though this is a much safer method, a few complications arise anyway. First, the pig’s sealing discs are not entirely tight at all times due to the over-pressure of the propellant and the pipeline’s geometry defects and deviations. In addition to that, some propellant might pass around
the pig discs (loose) bolts. Therefore, mixing zones with potentially flammable mixtures might still occur close to the pig.
Second, in the case of displacement of flammable liquids or NGL-rich1 gas, residual liquid film remains on the pipe walls. The liquid evaporates into the purging air, forming potentially flammable mixtures along the pipeline while phase equilibrium is being established.
In the latter case, a water flush of the pipeline can be performed prior to purging, but it is associated with subsequent disposal of large quantities of oil-contaminated water. Hence, it is almost always impractical and inconvenient.
Inert Gas Purging
To mitigate the flammability hazard, air is usually replaced with inert gas – typically nitrogen. The idea behind this approach is to eliminate the presence of oxygen such that no flammable mixture can be created regardless of the combustible substance concentration.
LOC is a key parameter to assess the safety of inerting operations. However, for practical application LOC value might not always be convenient, since the composition in the pipe depends on the dynamics of the non-ideal mixing during purging.
It is desirable to express this threshold in terms of minimal purity of the purging inert gas, which is unable to form ignitable mixture with any amount the combustible substance. This property is called “in-service-oxygen-concentration (ISOC)” and is equivalent to “limiting oxidizer fraction” (LOF) defined in the ISO 10156: 2010 standard.
When flammable gases or vapors are purged with a nitrogen-oxygen mixture with oxygen content equal to ISOC, the resulting composition changes along the yellow line in Figure 1, which does not intersect the flammable mixture region. This applies to both purging in and out of service. ISOC can be determined based on the known LOC and LFL according to the equation2.

LFL slightly increases with the addition of nitrogen. As noted by Figure 1, the most accurate ISOC value would be obtained by using the LFL determined at the LOC point composition. However, this value is not frequent in literature, especially for hydrocarbon mixtures. Thus, value of LFL in air might be used as a simplification while yielding slightly more conservative ISOC results.
So, is it not possible to switch to using air for purging out of service instead of purging with inert gas or mixture the whole time? The answer is potentially yes, but only for gas pipelines. During purging, the flammable region could be avoided in two steps, producing non-flammable fuel-inert mixture at first and eventually purging the mixture with air.
The fuel concentration at which further dilution with air would not produce flammable mixtures is called “out-of-service fuel concentration” (OSFC). However, the above mentioned procedure cannot be applied to pipelines carrying flammable liquids. The residual film on the pipe walls after the displacement of liquids is a source of flammable hydrocarbons evaporating into the purging gas over time. Hence, using air is not inherently safe at any point of the operation.
The described purging parameters generally do not include any safety margins but remain on the operator’s or the subcontractor’s consideration. Recommended values can be found in NFPA2 and AGA7 documents. The purging expertise and safety is also included in know-how and internal standards of many responsible pipeline operators, consultants or subcontractors such as CEPS a.s. Further comprehensive information on pipeline purging can be found in the literature.7,9
Nitrogen Technology
For smaller scale operations compressed nitrogen in steel cylinders is used. For larger scale projects nitrogen is often transported by tank trucks in a liquid state and needs to be evaporated before used for purging. This operation is expensive and complicated due to logistics and supply chain continuity.
However, progress has been made in the form of mobile units producing nitrogen-rich gas from air directly on site. This solution brings flexibility, especially concerning time, off-road, and remote locations accessibility and operation control. This ensures continuous uninterrupted operation not limited by a size of the nitrogen storage tank, since nitrogen is produced from the surrounding air. Figure 2.
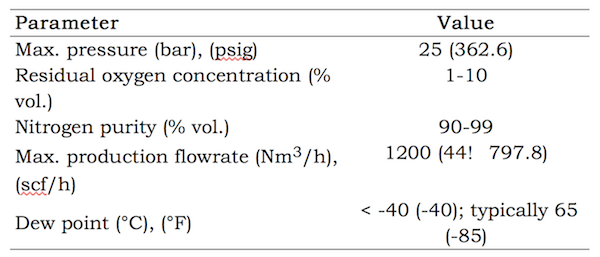
The whole self-powered technology has been fitted into a 20-foot ISO container and can be transported by off-road trucks (Figure 3, 4). The main operation parameters are summarized in Table 1. Optimal operation parameters are generally set based on working conditions; specifically, the purity of produced nitrogen is adjusted according to an ISOC assessment.
CEPS built a nitrogen unit prototype in 2011 and launched commercial purging services in 2012. Since then the technology has been successfully employed in many projects in various kinds of environments. The projects required safe purging in and out of service of natural gas, diesel and crude oil pipelines in the Czech Republic, Slovakia, Lithuania, Latvia, Hungary, Belarus, Croatia and Poland (Figures 2-5).
With regard to safety and efficiency of the purging activities, a comprehensive set of guidelines based on research of has been acquired over the years. The research activities were conducted in cooperation with the Technical Institute of Fire Protection and the Department of Petroleum Technology and Alternative Fuels at the University of Chemistry and Technology in Prague. The acquired know-how contributes to safe, yet cost-efficient settings of the mobile units.
Conclusion
With regard to the potential hazard of pipeline purging, it is not inherently safe to use air, especially when flammable liquids are involved. Therefore, inert gas purging solutions is preferred.
However, it is not always practical to use tank trucks with liquid nitrogen (or other inert gas). Mobile nitrogen units come as a safe answer to the problem of off-road accessibility and operational flexibility whenever the demand comes. P&GJ
Sources:
[1] National Fire Protection Association. NFPA 69: Standard on Explosion Prevention Systems. Quincy, Massachusetts: National Fire Protection Association. 2002
[2] National Fire Protection Association. NFPA 56: Standard for Fire and Explosion Prevention During Cleaning and Purging of Flammable Gas Piping Systems. Quincy, Massachusetts: National Fire Protection Association. 2012
[3] ISO. ISO 10156:2010 Gases and gas mixtures -- Determination of fire potential and oxidizing ability for the selection of cylinder valve outlets. 2010
[4] Czech Office for Standards Metrology and Testing. CSN EN 1839 ed. 2: Determination of explosion limits and the limiting oxygen concentration (LOC) for flammable gases and vapours.Prague: Czech Office for Standards Metrology and Testing. 2017
[5] Molnarne, Maria, Thomas Schendler and Volkmar Schröder. Safety Characteristic Data Vol.2: Explosion Regions of Gas Mixtures. Germany: BAM Bundesanstalt für Materialforschung und-prüfung, 2008. ISBN 978-3-86509-856-6.
[6] Zabetakis, Michael George. Flammability characteristics of combustible gases and vapors. Washington: U.S. Bureau of Mines. 1965.
[7] American Gas Association. Purging Principles & Practice. 2001.
[8] Le Chatelier, Henri and O. Boudouard. On the flammable limits of gas mixtures. Process Safety Progress [online], 24(1), 3–5. Available at: doi:10.1002/prs.10062
[9] Crowl, Daniel A. Understanding Explosions. New York, USA: John Wiley & Sons, Inc., 2010. ISBN 978-0-470-92528-7.
[10] Zhao, Fuman. Inert Gas Dilution Effect on the Flammability Limits of Hydrocarbon Mixtures. 2011. Texas A&M University.
Authors:

Tarig Hussein is a junior engineer in oil and gas downstream EPC business and holds a master’s degree in chemistry and technology of fuels and environment from the University of Chemistry and Technology, Prague.

Daniel Maxa is a senior lecturer and researcher at the University of Chemistry and Technology in Prague. He holds a Ph.D. degree in petroleum processing and fuels production technologies.

Martin Stukbauer is a technology development manager in CEPS a.s. with more than 15 years of experience in the pipeline industry. He holds a master’s degree in chemistry and gaseous fuels technology.

Comments