
January 2013, Vol. 240 No. 1
Features
Girth Weld Fitness After Multiple SMAW Repairs
This article is excerpted from a presentation concerning mechanical, microstructural and electrochemical evaluation of girth welds of welded API 5L X-52 steel pipe with one, two, three and four SMAW repairs in the same area. According to the results obtained, it can be concluded that:
1. An increase in tensile, hardness and toughness was observed. This could be attributed to formation of acicular ferrite .The values of ultimate tensile strength of the weld joints satisfied the specified minimum of the material according to API 5L standard, even after a fourth weld repair made in the same area.
2. Energy dispersive X-ray analysis (EDAX) showed that manganese and silicon (Mn, Si) diffused from base metal to heat-affected zone (HAZ) and weld. Their concentrations increase in weld and HAZ as the number of repairs increased. It could be attributed to the accumulation of heat input for each repair.
3. Significant grain growth was observed at HAZ as the number of repairs increased.
4. Corrosion susceptibility of the joint as a whole in 10% H2SO4 increased as the number of repairs increased – attributed to the accumulation of the residual stresses.
When a defect is detected in a weld by means of some non-destructive tests, the weld should be repaired; generally, the weld metal is removed by grinding and inspected to verify the effective removal of the defect in order to re-weld under a qualified welding procedure.
Repair by welding involving removal of defective areas and replacement by sound material can cost up to 10 times as much as depositing similar quantities of weld metal correctly in the first place, however, repair welding of a part is the most economical way in comparison with replacement of that part, especially in a complex structure. It also can save time when you can cut out the weld because making a new weld take more time and effort.
API-1104 and ASME IX show the main requirements to make weld repairs in areas previously repaired of line pipes and indicate that the weld repair should be carried out with a qualified welding procedure, inspection personnel and welders who should also be qualified. However, these standards do not limit the number of times that a weld can be repaired. The only reference found in which the number of weld repairs in line pipe is limited is the offshore standard (DNV-OS-F101) Appendix C, Subsection G 300 Repair Welding, which states ”weld seams may only be repaired twice in the same area.”
Also, some local pipeline companies such as Egyptian Natural Gas Company (GASCO) and Engineering for the Petroleum and Process Industries (ENPPI) specifications reported that ”the re-welded joint should be tested again and if there is any defect, this joint should be cut out and a new weld carried out (two repairs on any weld are not accepted).”
Most of the investigations in weld repairs are focused on studying the effect or distribution of residual stresses, and the great majority of these studies are based on simulation by finite element. Restricted publications have been found relating to the weld of multi repairs that evaluate changes or effects on the mechanical properties of the welds in girth pipe line.
Lai et al. studied the fracture resistance of welds after welds were repaired up to three times. Their study mentions that “the apparent lowering in fracture resistance of weld repair is attributed not due to the micro-structural change in the heat-affected zone, but is more likely caused by the introduction of defects in the repair.”
T. McGaughy evaluated the effects of shielded metal arc welding (SMAW) repairs on the residual stress distribution, fracture toughness and hardness of girth welds steel pipe line and found that the single repair increased the residual stress distribution when compared to the as-welded condition. Dramatic reductions in toughness were found in the multiple repairs due to coarse-grained regions produced during the repair operations and concluded that weld repair produces larger grains in the HAZ compared with the as-welded condition. This could be the reason for the reduction in toughness found in the HAZ.
Alber Sadek and M. Goda investigated the effect of temper bead (half bead) technique repair welding on mechanical properties of thick wall structure steel (40 mm). It should be mentioned that their repair technique was far different from the multi-pass technique (which was used in the present work) and needs more time and effort.
Experimental Work
A welded API 5L Grade X-52 steel pipe was used. The dimensions of the test pipe were 508-mm (20-inch) inner diameter and 12.7-mm (0.5-inch) of nominal wall thickness and length of each test pipe is 305-mm (12-inch). The material was supplied by El Sewdy Steel Fabrication Company (Energya) and Petrojet Company. Girth welds were carried out in the Petroleum Projects and Technical Consultations Company (Petrojet) and at Energya steel fabrication company under a qualified welding procedure (WPS) according to API 1104.
Before welding, two test pipes were assembled by external clamping. The (SMAW) and the consumable electrodes used were E-6010 electrode of 3.25 mm for the root and 4 mm E-7010G electrode for hot pass and the subsequent weld beads and 5 mm E-7010G electrode for the cap weld and the heat input was estimated in the interval of l.2-1.5 kj/mm.
A 9-inch (23-mm) hard disc was used to remove the weld (cap and the filling passes), then visual inspection was performed.
Radiographic inspection was used to verify the quality of weld and each repair (the source that was used is iridium-192 (Ir-192). Its strength was 50 curies and the time of exposure was 46 seconds.
The specimens were cut and machined traverse to the direction of application of the girth weld for tensile, impact, hardness, bending, and metallography and corrosion tests.
Three tension tests for the as-welded and weld repair conditions were made in accordance with ASTM E-8 standard on a Tinius Olsen testing machine – 222000 with across head speed of 0.5 mm/min. Tests were carried out at room temperature.
According to ASTM E-23, three specimens of 10 x 10 mm with notches (in weld centerline, fusion line and in HAZ) were tested at -10 C (NRF-001-PEMEX-2000 standards). Charpy–V impact machine type Tinius Oslen Model 84/203577 was used at the mechanical testing laboratory of Petrojet Company.
Hardness measurements were done using hardness tester machine model Equotip2 testing instrument according to ASTM E-384 standard.
As-welded and weld repair conditions were tested on the Tinius Olsen machine at room temperature. The cap and root-bead reinforcements were removed flush with the smooth surfaces of the specimen. The specimen’s dimensions were 12.7 x 25 x 300mm.
Perpendicular sections of the weld containing three different zones were obtained: the weld metal (WM), heat-affected zone (HAZ) and base metal (BM) which were used for metallographic characterizations. Before metallographic investigation, the specimens (0R, 1R, 2R, 3R and 4R) were mounted, subjected to coarse grinding, fine grinding, and final polishing using 1 µm diamond paste, then etching using Nital solution (2 ml HNO3 + 98 ml ethanol).
The microstructural characterization by optical and scanning microscopy and an energy-dispersive x-ray analysis (EDAX) unit of the welds and heat-affected zones were employed. Scanning electron microscopy (SEM) was conducted using “JEOL” scanning electron microscope; model “QUANTA- 200” at an accelerating voltage of 20 kv.
Electrochemical tests were performed on the as-welded and repaired specimens in 10% H2SO4 aqueous solution that is considered an aggressive solution for corrosion of iron and steels so it is used because pipelines are found in an atmosphere of SO3 which could form H2SO4. Before corrosion tests, the specimens (0R, 1R, 2R, 3R and 4R) were prepared where cap and root were removed (flushing), mounted, coarse grinding, fine grinding using emery paper 600 and polishing by alumina suspension. The test was performed at room temperature and test specimens were 5 x 5 mm covered (HAZ, Weld, Base).
Using Volta Lab apparatus model PGZ 100 at the corrosion laboratory of engineering faculty at Cairo University. A standard calomel electrode and platinum electrode were used as a reference and counter electrode, respectively.
Anodic polarization curves were developed. Linear polarization used to estimate the corrosion current densities. Corrosion rate in (mm/year) was estimated for each case according to corresponding current density.
The effects of multi repairs welding on the microstructure, mechanical, and electrochemical properties of API 5L Grade X-52 pipelines were investigated as follows. Chemical composition of material specimen API 5L Grade X-52 is shown in Table 1.
Table 1: The average chemical composition of API 5L X-52.

Mechanical properties of material specimen API 5L Grade X-52 is shown in Table 2.
Table 2: The average mechanical properties of material specimen API 5L Grade X-52.

The area of weld metal and HAZ width of each condition (0R-1R-2R-3R-4R) was determined using a Placom KP90N N-Series Roller-Type Digital Planimeter. It can be observed in Figure 1 that the area of repair welds indicated insignificant changes; this could be that for each repair the V-groove of repair was nearly constant and the width of HAZ increased as the number of repairs increased; this may be related to the accumulation of heat input.
Figure 1: a) Weld area; b) HAZ size for as-welded and multi repair welding.


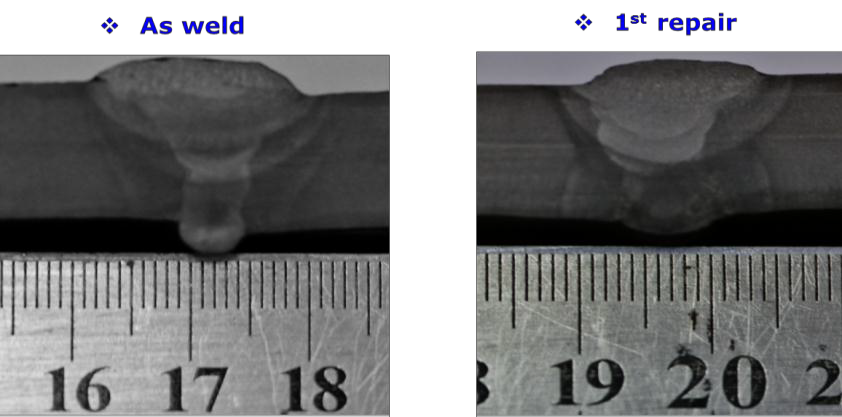
Figure 2: Macro-graphic pictures for a) as-welded, b) first, c) second, d) third and e) fourth repairs.


Mechanical Tests Assessment
Results of the tension tests for the different weld repair conditions are presented in Table 3 and Figure 3. The ultimate tensile strength (UTS) values satisfy the specified minimum values of the material, according to API 5L standard whose values are 359 and 455 MPa for YS and UTS, respectively. These values also satisfy the API 1104 standard that states to qualify a welding procedure, the tensile strength of the weld of each specimen shall be greater than or equal to the specified minimum tensile strength of the pipe material.
If the specimen breaks outside the weld and fusion zone (that is, in the parent pipe material) and meets the minimum tensile-strength requirements of the specification, the weld shall be accepted as meeting the requirements.
If the specimen breaks in the weld or fusion zone and the observed strength is greater than or equal to the specified minimum tensile strength of the pipe material and meets the soundness requirements, the weld shall be accepted as meeting the requirements.
The behavior indicates a gradual decrease in UTS at a first repair, then an increase in the second, third and fourth repairs. The increase in UTS of the fourth repair compared with the third repair due to accumulation of Mn and formation of acicular ferrite.
It was observed that breaking occurred at base metal in all cases except at some cases for the second, third, and fourth repair but the values of ultimate tensile strength of each condition satisfy the specified minimum value of the material API 5L X-52 according to API 1104, whose accepted minimum value is 455 MPa for ultimate tensile strength, according to the API 5L standard.
Table 3: Results of the tension tests for the different repair conditions.

Figure 3: Ultimate Tensile Strength (UTS) MPa as a function of the numbers of repairs.

Figure 4 shows the obtained results in the hardness measurements of the HAZ as a function of the number of weld repairs. The behavior indicated a gradual increase in the first, second, third and fourth repairs.
Figure 4: Average Vickers hardness in the HAZ as a function of the numbers of repairs for a) upper area b) central area c) bottom area.

This behavior is related to the fact that during the first weld repair an apparent grain refinement is generated in the HAZ. Similar results were reported by T. McGaughy made for three regions of the weld (cap, mid-wall and root). The increase in hardness of HAZ from the second to the fourth repair could be related to diffusion of Mn from base metal to HAZ which led to formation of acicular ferrite.
Authors
Ahmed Hosni is with Petrojet Company (The Petroleum Projects and Technical Consultations Co., one of the Egyptian General Petroleum Corp.companies). He holds a M.Sc. degree in metallurgical and materials engineering. He can be reached at eng_ahmed_h@yahoo.com.
Prof. Mahmoud Ibrahim Abbas, Ph.D. is on the faculty of petroleum and mining engineering at Suez Canal University.
Prof. Mohammed Abdel Khalek Shahen, Ph.D. is on the faculty of petroleum and mining engineering of Suez Canal University.
(Please contact the authors for a full list of references.)

Comments