
December 2018, Vol. 245, No. 12
Features
Human-Centric Approach to Improving Pipeline NDE Reliability
By Patrick McCormack, Research Scientist, Battelle Memorial Institute
Non-destructive evaluation (NDE) is essential to assure long-term integrity of existing pipelines, and human performance is a key element of the NDE process. This article summarizes an effort to identify human performance factors that influence NDE measurements and reliability.
The results give providers of pipeline inspection services a basis on which to make selections of human and technological investments that may have the potential to reduce negative influences or increase positive influences on NDE inspector performance.
Information about the factors that shape inspector performance was captured through in-depth interviews with 24 NDE inspectors with experience in selected NDE technologies.
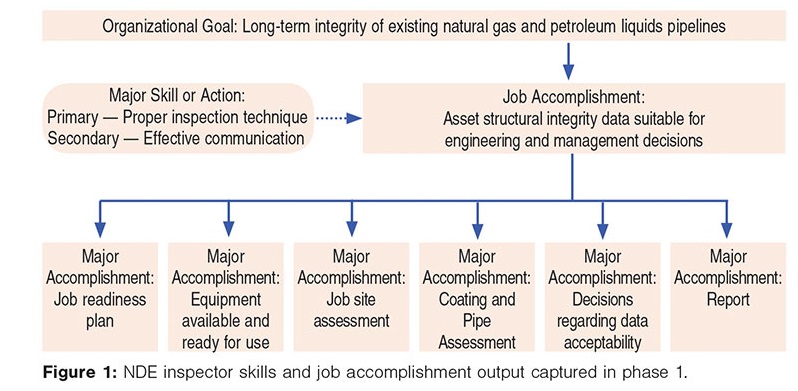
Figure 1 presents the relationships among the identified primary job accomplishment, the important job skills, and the inspection task outputs necessary to meet the industry goal of assuring long-term pipeline integrity. Inspectors defined the major accomplishments as follows:
- Job readiness plan: Develop a plan to gather the data needed to complete a given job.
- Equipment available and ready for use: Identify and gather the appropriate equipment for a given inspection.
- Job site assessment: Evaluate the job site with respect to overall safety, access to the test specimen, environmental factors (e.g., weather, noise), and accuracy of the job traveler.
- Coating and pipe assessment: Assess the test specimen.
- Decisions regarding data acceptability: Review the raw inspection data to determine its acceptability (i.e., repeatable with all faults identified).
- Report: Compile and deliver the data in a final report to the client.
Analysis of difficulty and importance ratings of inspection tasks indicated inspectors place the greatest emphasis on pipe coating and pipe assessment, data acceptability decisions, and final report production because of their combined difficulty and importance to the successful completion of the overall job accomplishment (Figure 2).

Inspectors commented that multiple factors make coating and pipe assessment difficult: conducting the actual assessment in a way that produces quality data requires skill and experience, and inspections are often conducted under extreme environmental conditions.
They also indicated many scenarios that cannot realistically be covered in training. As a result, analyzing data and determining whether the data is acceptable requires a level of skill that is difficult to achieve without years of field experience.
Inspectors identified positive and negative influences on the quality of the inspection process. J.D. Moré, et al., (2007) proposed that human performance in NDE depends on complex interactions among the 59 performance shaping factors (PSFs).[1]
The interview data were used to prioritize these PSFs into seven key categories provided in the list following:.
PSF1. Organizational
- Organizational structure
(authority, communication channel(s)) - Actions by supervisors, coworkers
- Rewards, recognitions, benefits
- Team structure and communication
- Plant policies
- Feedback of results
- Threats (of failure, loss of job)
PSF2. Operational
- Procedures required
- Work methods
- Plant policies
- Training provided
PSF3. Work Task
- Work hours/breaks
- Work methods
- Task speed
- Task load
- Task frequency and repetitiveness
- Task complexity
- Work risk
- Monotonous work
- High vigilance
- Distractions
PSF4. Technology
- Availability and adequacy
of equipment/tools - Man-machine interface factors
PSF5. Physiological/Cognitive
- Long- and short-term memory
- Calculating requirements
- Interpretation requirements
- Stress (onset and duration)
- Fatigue
- Pain or discomfort
PSF6. Personality
- Intelligence
- Motivation and attitude
- Emotional state
- Group identification
PSF7. Environmental
- Temperature
- Humidity
- Air quality
- Lighting
- Noise
- Vibration
- Degree of general cleanliness
- Movement constriction
The results formed the basis for decisions regarding the interventions that were proposed, developed, and investigated in the subsequent phases of this program.
Human Interventions
A mix of 17 Level I, II, and III ultrasonic testing (UT)/magnetic particle testing (MT) technicians across two inspection facilities participated in piloting the human interventions (Table 1).

Inspector performance for those participating in the pilot program was compared to a control group of inspectors that was tracked and surveyed but did not participate in any of the planned interventions. A technician score card was used to track and compare key performance indicators (KPIs) of work quality, quantity of work performed, work efficiency, and organizational skills. Table 2 presents the evaluation elements associated with each KPI.
Pipeline 101: A one-day “Introduction to Pipeline Operation and Protocol” seminar was presented to participating inspectors, and each inspector who completed the seminar was paired with a mentor and participated in an additional seminar. Participant data for both the intervention and the control groups were captured for a period of six months at one facility and three months at a second.
The mentee group that participated in the six-month intervention showed a statistically significant improvement in 11 of the 13 evaluation elements and an overall positive correlation among all of the elements, while the control group did not. This supports the hypothesis that the six-month program had a positive effect on participants.
Inspectors who participated in the three-month program at another facility, however, showed little change in performance as compared with the control group. Contributing factors to these results could be the short length of time the program was implemented, the differences in work culture between the facilities, or both.
Improved job traveler form: This intervention focused on revising a job traveler form to simplify its format and direct technicians to verify work procedures rather than to rely on the limited description of requirements and equipment provided on the old form.
The evaluation showed no significant change in customer satisfaction, on-time delivery or reporting errors, although some noted improvements suggest that a longer evaluation period with more data points may be warranted.
Online training seminars/employee wellness program: This intervention involved the use of printed material, videos, podcasts and webinars on a variety of topics, including organizational skills, stress management and work life balance.
The program had no apparent effect on inspector performance during the six-month pilot, and additional research indicated it would take substantial time and resources to achieve measurable results.
Lessons learned webinars: Inspectors participated in two roundtable webinars to share “lessons learned” in successful inspections and problem-solving strategies. The effect of the lessons learned intervention was not apparent on inspector performance results, but the intervention led to the development of narrated presentations for new or less-experienced technicians.
Employee recognition program: A proposed employee recognition program was not fully implemented due primarily to the inability of all participating facilities to gain management approval for a customer-engagement process. This demonstrated the need to thoroughly plan for any stakeholder intervention programs that span multiple levels of management and involve external input.
Technology Interventions
Two firms participated in piloting the technology interventions (Table 3).
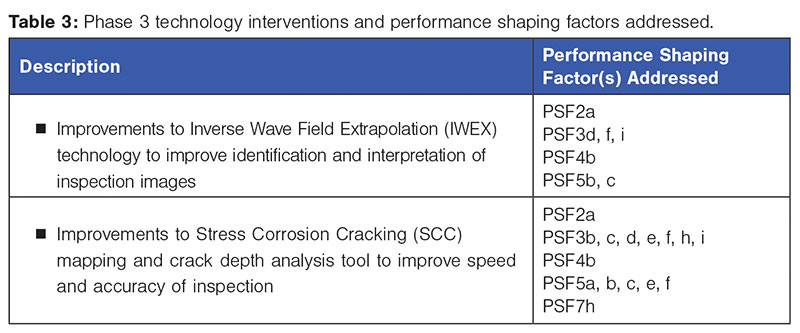
This intervention focused on IWEX technology modifications designed to reduce the negative impact of performance shaping factors on the speed and accuracy of an inspection. Specifically, modifications comprised improved automated calibration to facilitate data acquisition and image production, inclusion of a decision tree to reduce variability in the inspection procedure, and improved processor software to facilitate detection, classification and sizing of field scan image data.
Calibration of IWEX imaging parameters is time consuming and potentially error-prone. An intervention was proposed and implemented to automate calibration algorithms to facilitate data acquisition and image production. As a result, calibration parameters are now determined from ultrasonic measurements, such that the input of manually determined values, for example using mechanical measurements, is avoided; thereby reducing potential measurement or entry errors.
IWEX processor software was improved to provide 3-D and 2-D graphical displays of the IWEX data to the operator. The modified software was designed to render and merge multiple IWEX scan data files in an efficient manner to allow detection and analysis of features within the data.
To facilitate classification and reporting, inspectors can now automatically or manually classify the features and calculate the severity of a given anomaly. The IWEX software also allows for on-site reporting. The automated reporting module allows for the generation of the report in different formats (i.e., simple field report vs. final report).
Testing of the automated sizing has shown consistency in identifying features. The threshold level of the algorithms can be tuned to catch low image amplitude signals and interaction rules (e.g., axial distance, circular distance, and depth distance between indications) can be applied to combine small indications in one feature. Results indicate automated sizing can reduce sizing time up to 80%.
Detection, sizing, and characterization of the indications can be done with the assistance of automatic detection algorithms that can improve the accuracy of evaluation and reduce the reporting time by up to 80% (i.e., days rather than weeks for large data sets, and hours rather than days for smaller data sets).
The updates applied to the SCC tool comprise a more automated scanning system to facilitate the physical inspection process, modified software to improve the user interface and increase data processing speed, and modified calibration and operating procedures to reduce use-errors.
The system calibration procedure was revised to streamline the process and reduce the opportunity for use error. The baseline calibration procedure is of the air-shunt type, in which measurements are first taken in air with the sensor and then the sensor is removed and a shunt – identical to the sensor but with the sense elements shunted – is inserted. This method provides opportunity for task error (i.e. not replacing sensor with shunt) that can make the calibration invalid. The new procedure relies on a known, saved calibration loading upon startup, against which the system is recalibrated in air. Since no shunt is required, the sensor need not be removed. This new procedure has the advantages of saving the inspector’s time, reducing the opportunity for use error, and increasing the availability of the technology for inspections by reducing the opportunity for damage to the sensor.
Improvements were made to the crack depth algorithm with the goal of improving the user interface and increasing the data processing speed. The baseline version used a generic analysis module to process the measurement data to provide crack depth estimates. This analysis module was not user-friendly, and it required increased data processing time.
Under this program, options were investigated for a more user-friendly analysis module that reduced the number of configuration parameters that the operator is required to review and enter; reducing use error potential. The data processing time was decreased without slowing down measurements during the inspection, thereby providing near real-time inspection and characterization.
An automated reporting function was developed to generate a shell that includes most of the major text and images that should be in an inspection report. Images and text selected by the technician are added to the shell template. This does not generate a complete report, but the provision of content for the template reduces the reporting burden.
Conclusion
Human intervention results within the confines of this program have been mixed, with the effectiveness of interventions such as mentoring, training and employee wellness programs varying due to length of pilot implementation, cultural differences among test locations and inherent human variability.
A key lesson learned is that, while human resource-focused programs show some promise for improving inspector performance and effectiveness, these programs require commitment to long development timelines and evaluation over several implementation cycles to show consistent and generalizable results. For that reason, additional investigation into the design and effectiveness of prospective human interventions is still needed.
The technology intervention pilots suggest that higher reliability standards can be achieved through enhancements that support data visualization, interpretation, and decision making. Scanner, software, and procedural updates to identification, mapping, and crack depth analysis tools show potential for producing better spatial registration for scan images to support accurate crack identification. This will generate more reliably reproducible results to confirm data acceptability decisions, reducing errors in communication and scanner positioning that can result in skipping pipe areas, as well as easing the burden of scanner positioning in hard-to-reach areas.
While the results of this effort appear to favor the implementation of technological advances to improve inspection reliability, the role of human inspectors – and therefore the role of such factors as training, motivation and attitude – remains of prime importance.
Technology tends to only amplify the results of human performance – for better or worse – and therefore should not be the singular focus of any set of interventions implemented. A balanced approach to enhancing inspector technical skills, maintaining a healthy, engaged, and motivated workforce, and providing targeted technological improvements will facilitate continued advancement in pipeline safety and reliability. P&GJ

Author: Patrick McCormack is a human factors technical lead with Battelle’s Human Centric Design (HCD) group. He has a background in user-centered product design and conducts usability studies of medical devices as well as human factors assessments of developmental military systems.
References:
1 J.D. Moré, A.S. Guimaraes, G.B. Xexéo and R. Tanscheit (2007). A fuzzy approach to the evaluation of human factors in ultrasonic nondestructive examinations. Journal of Industrial Engineering International, Vol.3, No.5, 41-52.
2ASTM E2884-17 Standard Guide for Eddy Current Testing of Electrically Conducting Materials Using Conformable Sensor Arrays, West Conshohocken, PA, 2017,

Comments