
June 2018, Vol. 245, No. 6
Features
Unidirectional Composite Repairs: A One-Way Approach to Failure
By Casey Whalen, Milliken Infrastructure
The beauty of composite design and manufacturing is the art of customization and compromising. When applied as a repair system to seemingly random pipe defects, every design is a customized work of science.
On the surface, composite repairs can be easily over-summarized, in the same way a layman may state that all pipes are just metal. The truth is composites have many variables that need consideration but are often dangerously ignored by unqualified manufactures. In this article, I will set the record straight with one common design choice: using unidirectional strands or fabrics.
The polymer matrix, or resin, that holds a composite together can have thousands of configurations and controls many final factors, such as temperature and chemical resistance.
However, the backbone of any composite is the fabric architecture, which is a term used to describe the orientation, weave and general design of the fabric. There are many variations that can be used, but the focus will be on a specific type of architecture – unidirectional fiber or fabric.
Fabric or Fiber
The key principle for a fiber or fabric is that stresses are only carried along the fiber’s axial length in tension, much like how a rope is primarily used by pulling on it. A key component in designing the composite itself is how to align these fibers bundles, or tows, to best address the load conditions present. Tows are typically aligned in one of the following styles:
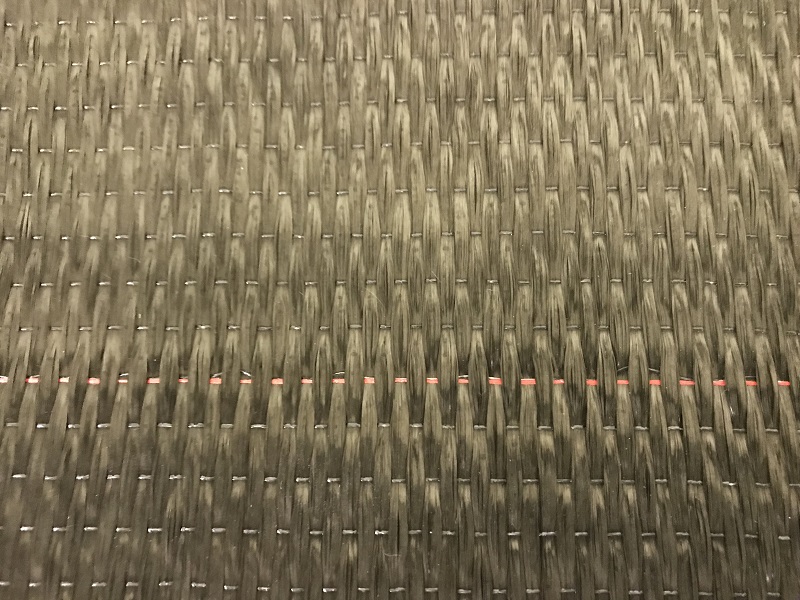
- Unidirectional (all tows must be parallel and going in one direction)
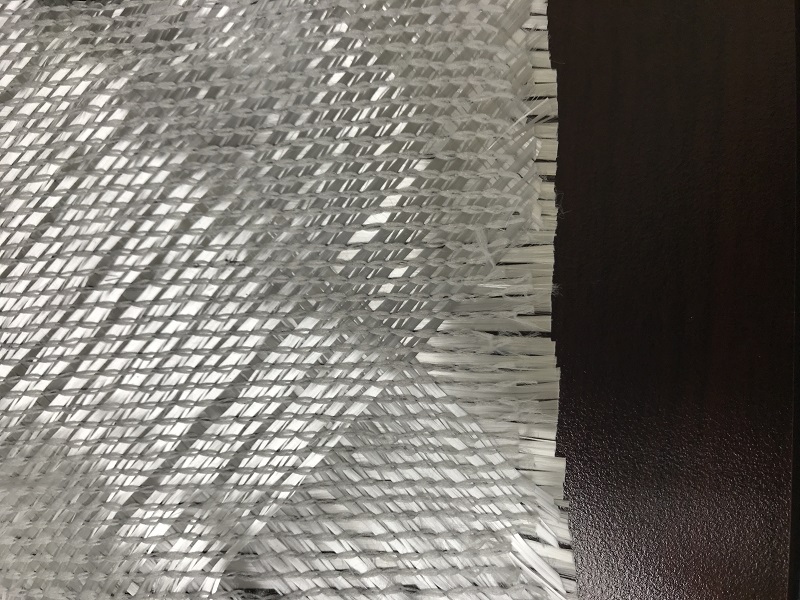
- Woven (typically bidirectional and interlocking like a woven basket)
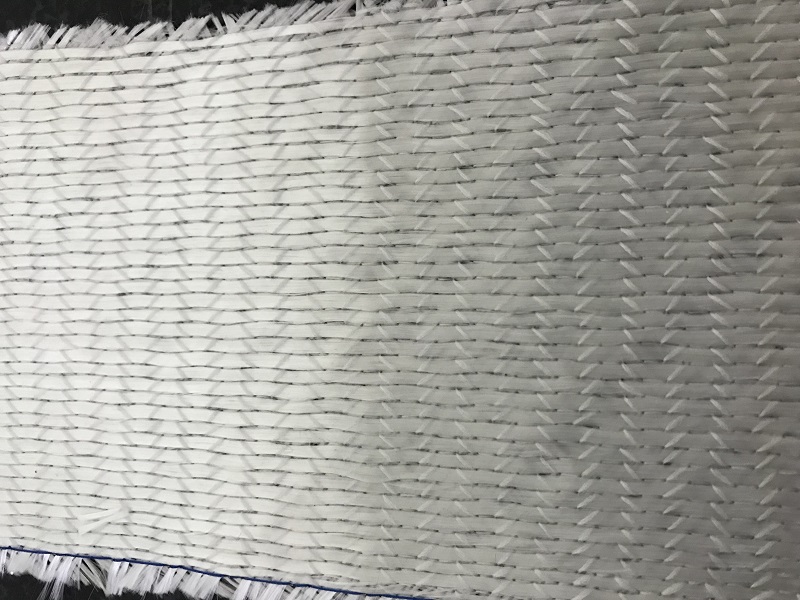
- Sequenced (unidirectional layers stitched together but aligned at different angles)
Tows are comprised of thousands of tiny strands called filaments. By changing the number of filaments in a tow, the directional tensile strength can be dramatically impacted.
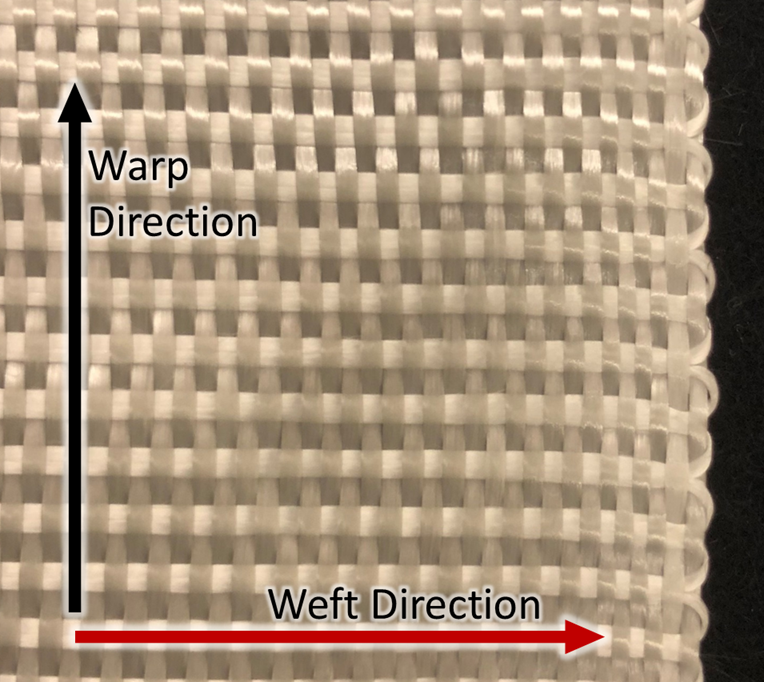
As an easy example, if a fabric has a bidirectional weave with 24,000 tows in the “long” direction, or warp, and 12,000 tows in the perpendicular direction, or weft, the fabric would be twice as strong in the warp direction compared to the weft. When dealing directly with composite repairs used for pipe rehabilitation, the warp direction is referred to as “hoop,” while the weft reinforces “axial” loads. This is where the art of compromise comes into play, though. If you want to increase strength in the weft direction, you can only do so by reducing strength in the warp direction.
When combined with a resin to form a composite system, the resin will redistribute the load so that the fabric can take stress loads that are not perfectly parallel to it. The further the misalignment, however, the more the strength provided by the fabric quickly drops until most of the strength is provided by the resin.
For this reason, it is very important to align the fabric with the anticipated stress loads; a common rule of thumb for pipelines would be a 2:1 ratio of warp to weft to mimic the standard hoop stress to axial stress relationship from classic pipe design theory.
Fiber alignment and tension are also critical factors. Think of the fabric as a taut cable – the cable can only be used to its full capacity if there is no slack. Any “slack” or “misalignment” essentially creates a dead-spot in continuous stress reinforcement and can be a critical flaw point in high-stress or high-cyclic environments.
Areas of misalignment can easily be seen in some pre-cured, unidirectional systems while slack can be easily identified in repair systems with poor installation procedures or fabric that is too bulky and unwieldy to be tightly installed.
For single stress loads, the best composite is a unidirectional material; for multi-axial stress loads, such as loads in piping, the composite architecture needs to match. By design, a unidirectional composite has fabric only containing tows in the warp direction. When applied to a pipe, these tows are only stressed by loads in the hoop direction. Any stresses resulting from axial loading are entirely handled by the resin as there is no fabric aligned to those stresses.
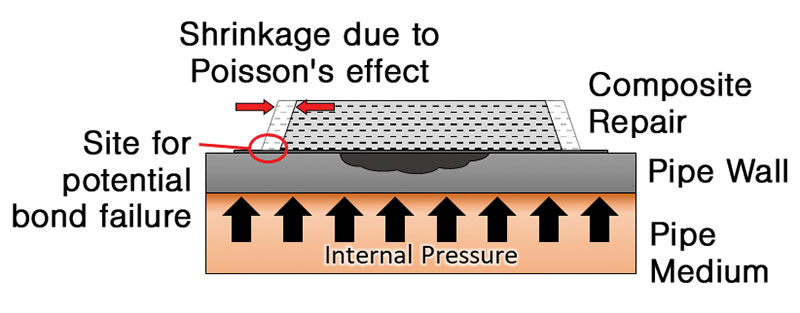
The primary stress load that is considered is hoop stress, or stress that is present along the circumference of a pipe due to internal pressures. When repairing pipes with severe wall loss, hoop stress is the primary driver and in most repair scenarios, this is often the only stress condition that is reviewed and acted on. Although designed specifically for hoop stress loads, unidirectional repair systems seem to forget about the importance of Poisson’s Ratio.
Simply explained in terms of piping, pressurizing a pipe causes known stresses and strains in the hoop direction. This strain, or circumferential growth, causes a negative axial strain, or shrinkage in the axial direction.
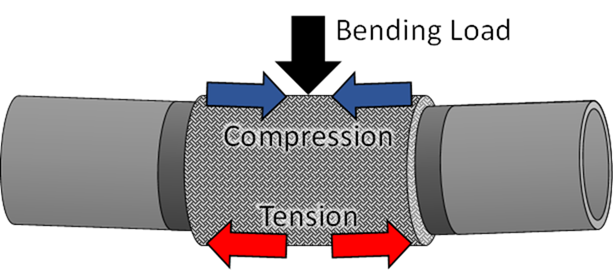
Unfortunately for unidirectional repairs, however, no piping system has only one stress load during its life. Axial stresses can play a major part on many pipelines and cause severe damage to unidirectional composites. Perhaps the largest contributor to axial loads in buried pipelines comes from soil loading and soil movement.
As the pipe bends, axial loads are introduced locally in the composite as either compression or tension. If these axial tension stresses are stronger than the resin, the unidirectional composite repair will crack or disband from the pipe and potentially leave the pipe exposed to further external corrosion.
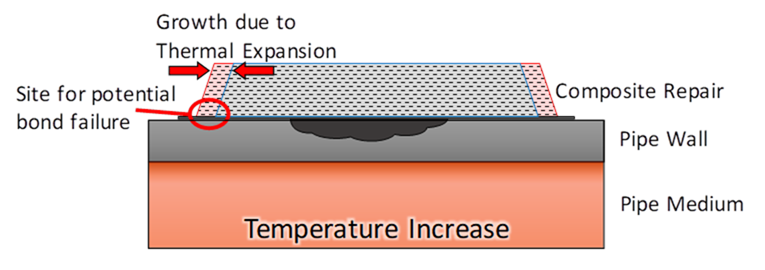
Another potential load comes from thermal stresses. Looking only at axial thermal expansion, an issue can arise from any difference between the axial coefficient of thermal expansions between the composite and pipe. If this difference is large, the pipe may attempt to grow more than the composite, creating an axial thermal stress that the system will need to resist.
Again, in unidirectional systems, only the resin is resisting this load and may lead to cracking. Alternatively, if the pipe is constrained and cannot grow, the composite will still attempt to expand, again potentially causing severe damage.
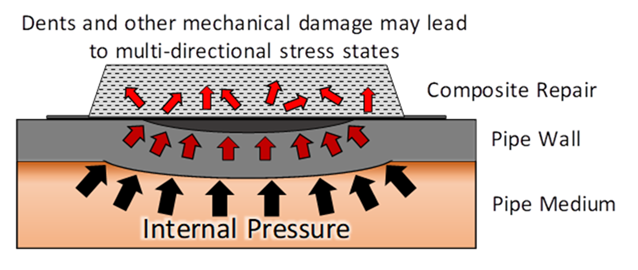
Axial stresses can also be introduced when composites are used to repair mechanical damages such as dents, wrinkle bends or potential girth weld issues. Although hoop stress is one of the primary drivers for repair, under any type of mechanical damage stresses become multi-directional and must be addressed as such.
The primary concern here is not only composite cracking and disbonding, but also the fact that under a high stress concentration factor (or SCF) due to the damage, the pipe will fatigue quickly if the additional stresses are not adequately handled by the composite repair. Strengthening only in the hoop direction will lead to a false sense of security.
Look of Failure
Although Milliken Infrastructure Solutions does not provide a unidirectional composite repair for pipes, the company has heard and seen too many cases of unidirectional repair systems not performing to expectations. Usually, failure has been denoted by either continued corrosion under the repair or by circumferential cracking.
The repair system will still provide structural support for a time, but it will need to be replaced. In the case of continued corrosion, the default answer provided to the operators places the blame on the installation of the system.
Although that blame can be true in a few cases, as some of these systems can be incredibly difficult to put on correctly, it is more likely that the repair system used was not capable of meeting the axial stress loads required. Systems that suffer circumferential cracking were clearly unable to handle the axial loads but were still installed.
- If the pipe is buried, bending loads will exist.
- If the pipe has temperature swings, thermal loads will exist.
- If the pipe has pressure, Poisson’s Ratio may be important.
- If the pipe has a serious defect, axial loads need to be considered.
Failures can only be prevented if operators and integrity managers know the importance of axial loading, concerning composite repairs. Manufacturer should be asked what axial considerations are in place for standard pipe repairs. Review the technical data sheets for weft, transverse or axial strength and modulus. Better yet, choose a repair system that hasn’t failed in operation due to axial loads, or “poor installation,” such as a bidirectional composite.
Lastly, remember that composites are designed through customization and compromise. Unidirectional fabrics are indeed the strongest in one direction but it comes at a large price – it neglects all other load scenarios. Be cautious – that one-way road may lead to a dead end. P&GJ

Author: Casey Whalen is Milliken’s lead material engineer, supporting the Pipe Wrap sector and serves on the ASME PCC-2 Committee Board. He received bachelor’s, as well as a master’s of science degrees of science in aerospace engineering, from Texas A&M University.

Comments