
September 2018, Vol. 245, No. 9
Features
Strategies for Managing Black Powder in Sales Gas Pipelines
By: M. El-Sherik, Research and Development Center, Saudi Aramco
Black powder has proved to be a serious problem for gas pipeline operations, and mitigation efforts have proven to be challenging. Gas pipeline operators employ removal and prevention strategies, separate or in combination, to mitigate and manage black powder impacts on operations and customers. Proper selection of mitigation and control schemes requires prior knowledge of composition, properties and formation mechanisms of black powder.
The best black powder management practice usually consists of a combination of several control methods that are collectively designed to minimize its recurrence and manage its impacts. These measures include moisture control by strict adherence to gas moisture specifications and the adoption of removal methods that target the specific type of black powder formed in the lines.
This article presents the various black powder mitigation and control methods used by gas operators in controlling black powder effects. Pros and cons of removal and prevention strategies are also presented and discussed.
Black powder solids are formed and commonly observed in the majority of internally uncoated transmission sales gas pipelines. It is a loose granular black material that can accumulate in gas pipelines and which can cloud customers’ perception of natural gas as the “cleanest fossil fuel.”
Black powder can be dry and powder-like, or wet with tar like appearance. It can plug gas burner tips on devices ranging from large power plant burners to residential gas heaters. Black powder in pipelines can lead to delays and reduced accuracy of in-line inspection (ILI) tools, erosion or clogging of pressure control valves and metering instrumentations as well as flow reduction and lower compressor efficiency.
To prevent or effectively manage the effects of black powder, it is essential to identify the nature of these solids and determine their formation mechanisms and sources. Corrosion of the internal walls of sales gas pipelines leads to the generation black powder solids. High water moisture content (off-specification gas) coupled with the presence of gases namely oxygen, carbon dioxide and hydrogen sulfide, which when dissolved in the condensed moisture film form corrosive aqueous solution and the onset of internal corrosion.
Different black powder compositions have been reported by different pipeline gas operators. For example, whereas some operators report black powder as being predominately iron sulfides, others observed the complete absence of iron sulfides but the presence of iron oxides such as Fe3O4 and FeOOH, while others report a combination of iron sulfides, iron carbonates and iron oxides. All these products are relatively high in specific gravity (sp. gr. 4 to 5.1), abrasive and are typically difficult to remove in cleaning operations, particularly when wet.
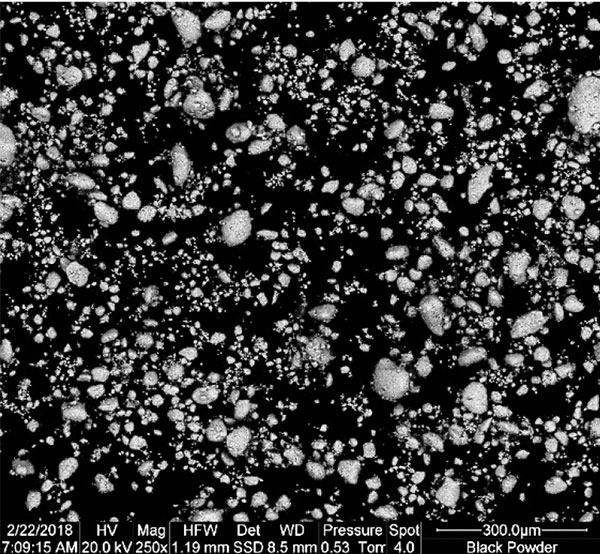
Figure 1 shows a scanning electron microscope (SEM) image of typical black powder particles collected after pigging operations at pig receiving door. To better characterize the particle size distribution (PSD) and solids loading, black powder particles entrained in the gas should be sampled and analyzed at different locations along the pipeline and at different depths inside the pipe. The isokinetic gas sampling technique is best suited to achieve this objective.
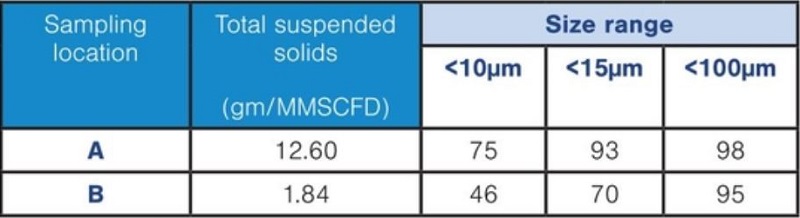
Table 1 shows results of solids loading and particle size distribution of black powder particles entrained in the gas as sampled by the isokinetic sampling technique at two different sampling point locations and at normal pipeline operating conditions.
Sampling location
The hardness of black powder is an important mechanical property for materials selection of equipment such as filtration systems and pressure control valves. Hardness measurements conducted on black powder particles using the nano-indentation technique revealed an equivalent Rockwell C hardness values ranging 32 to 58 Rc.
This large scatter in results can be attributed to the fact that hardness indents were made into individual particles which could be of differing compositions (iron oxides or iron carbonates) which are known to have different hardness values.
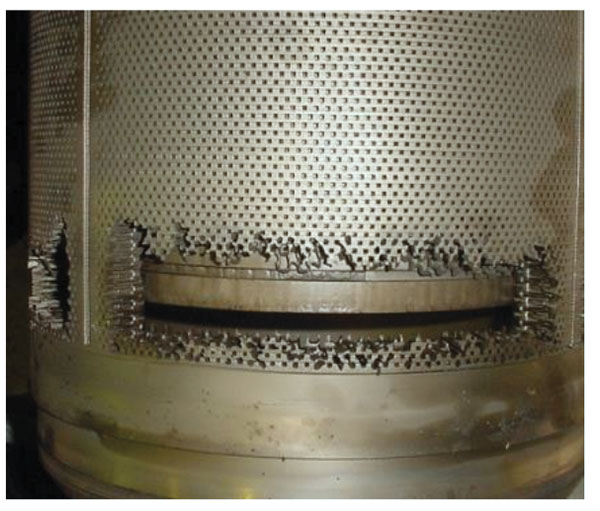
It is obvious from these hardness values that black powder will rapidly erode many engineering materials such as pressure control valves made of carbon steel (CS) or austenitic stainless steels (Figure 2). Saudi Aramco has retro-fitted CS control valves with trims designed to resist erosion, such as solid tungsten carbide for valve cages and tungsten carbide inserts for valve plugs and seat rings.
Gas pipeline operators employ removal and prevention strategies, separate or in combination, to mitigate and manage black powder impacts.
Removal Strategy
In the heart of the removal strategies is the view that black powder is a nuisance from which downstream operations and equipment need to be protected.
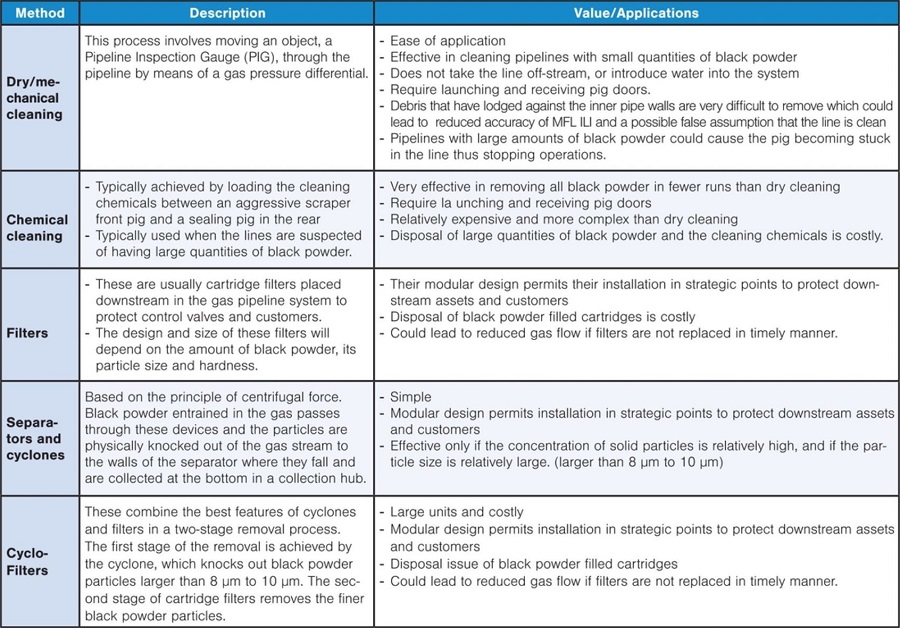
Each of the removal methods described in Table 2 can be applied separately or in combination. For example, mechanical cleaning by instrument pigging can be combined with installation of filters downstream closest to customer operations. This combination ensures that the scraped black powder gets filtered out from the gas supply before reaching the customer.
Although removal strategies are successful in protecting downstream operations from the effect of black powder, the removal methods have several common drawbacks: (a) they are after-the-fact treatments that do not address the root cause of black powder formation, (b) these methods are not a one-time solution but require frequent applications, (c) multiple installations are most often necessary as in the case of filters and cyclones, (d) these methods increase operational costs of gas transport systems, and (e) subsequent handling and disposal procedures and processes are required.
The handling and disposal procedures could become challenging and costly if the black powder contains health and environmentally hazardous materials, such as mercury and any naturally occurring radioactive materials (NORM).
Prevention Strategy
This management philosophy has at its core, the belief that internal corrosion of gas pipelines is the source of black powder. As such, these methods are based on preventing corrosion from occurring. These methods include:
Moisture control – Elimination of water condensation in the pipeline, particularly internally uncoated pipelines, is the most critical step in preventing black powder formation in a gas grid. This can be achieved by improving the efficiency of the gas dehydration process to ensure dry gas in the pipeline.
Appropriately sized triethylene glycol (TEG) dehydration units, coupled with the installation of appropriately sized refrigeration and knockout drum units upstream and downstream of TEG dehydrator units, respectively, will help ensure drier gas entering the gas lines. Controlling and minimizing dehydration process upsets is also important in limiting moisture in the pipeline.
Commissioning practices – This involves improving hydro-test procedures. More specifically, during dewatering and drying procedures air drying should not be used, but flash drying with methanol or nitrogen gas should be used instead. The use of sweet water in conjunction with biocides and corrosion inhibitors will ensure no corrosion takes place during the hydrotest wait-in periods.
If sweet water is not readily available in the field, such as the case in many Middle East regions, then fresh water slugs can be used between pigs to wash the line and remove salt water. Following hydrotesting, chemical cleaning should be practiced to ensure the pipeline is clean from loose debris and mill scale prior to starting operations.
Internal coatings – These are organic coatings, such as high solids solvent based epoxy polyamine films that have originally been applied to protect the internal surfaces of pipelines from corrosion during storage. They are typically used for reducing drag; however, prevention of black powder formation would be an added benefit.
These coatings are typically applied with a thickness range of 2 mils to 3 mils (50μm to 80μm) to cover pipe roughness (Ry5 = 30μm). They have been in use for the last 65 years and are used in over 310,00 miles (500,000 km) of pipelines worldwide. International standards (API 5 L 2 and ISO 15741) cover the specification of internal coatings for gas pipelines.
Conclusion
Despite its common occurrence in the gas industry, black powder still presents problems to gas pipeline operators and customers and therefore it warrants special attention. There are several removal and prevention methods available to gas operators for mitigating the formation and managing the impacts of black powder.
The best black powder management practice usually consists of a combination of several control methods that are collectively designed to minimize its recurrence and manage its impacts. These measures include moisture control by strict adherence to gas specifications and application of removal methods to remove black powder formed as a result of gas dehydration process upsets. P&GJ

Author: M. El-Sherik is a corrosion consultant with Saudi Aramco, who advances pipelines corrosion management in areas such as black powder, external corrosion, modeling and prediction of hydrogen-induced cracking, and sulfur solubility and deposition in gas lines. He earned his doctorate and master’s of science degree in materials and metallurgical engineering, both from Queen’s University in Canada.

Comments