
February 2023, Vol. 250, No. 2
Features
Nanoparticles Transform Pipeline Cleaning, Integrity Management
By Justin Clapper, Pearson Adair & Co., George Williamson, Integrity Emission Reduction Partners, LLC, Kyle Pearson, Pearson Adair & Co. and Bud Allred E&P Services Group
(P&GJ) — Oil, gas, and multi-phase pipelines can be fouled with several types of deposits or internally restrictive debris (Figure 1).
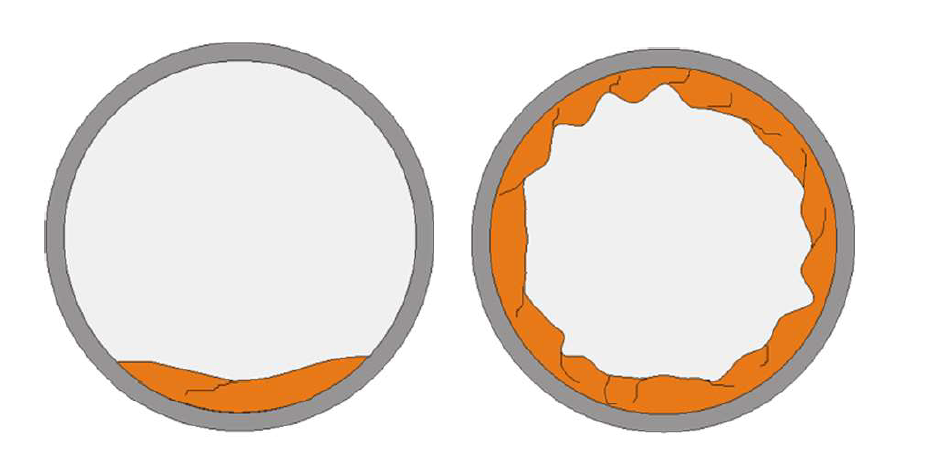
The actual type of fouling is dependent upon several factors including: the production fluid characteristics such as hydrocarbon product, water, and gas composition; the presence and composition of common oilfield contaminants, such as hydrogen sulfide, carbon dioxide, mercury, arsenic, zinc, lead, iron, and manganese and operating conditions (e.g., temperature, pressure, pH, flow regimes, etc.).
Oil naturally contains paraffins, asphaltenes, and naphthenates. During transport, these hydrocarbon components can precipitate and adhere to the pipeline wall. At the wall, these components can become associated with various iron oxides and other scales including FeO, Fe2O3, FeOH, FeS, FeS2, FeCO3, CaCO3, CaSO4, and BaSO4, among others.
Iron scales and oxides are typically oleophilic, meaning that they are preferentially oil wetting. This can result in complex mixtures of hydrocarbon and iron scale which increases both cleaning difficulty and production separation issues.
Many other potential problems and operational issues can be caused by the foulants. The first and most obvious is that any restriction in pipe cross sectional surface area represents a potential flow assurance issue. It can increase back pressure, reduce flow, and raise energy costs associated with pumping or compression operations. Ultimately, in some situations flow may be shut down completely if not correctly managed.
Deposits and restrictive debris can increase the potential for line blockage during routine pigging operations. Solids in the pipeline system can also have adverse effects on sensors and other equipment (e.g., compressors, valves, etc.).
If present, water is often trapped beneath debris and under deposits at the pipe wall surface. This can create stagnant conditions that subject a pipeline to several different corrosion mechanisms (e.g., microbiologically influenced corrosion (“MIC”), acid gas corrosion). Foulants can also render corrosion inhibitors, biocides, and other pipeline specialty chemicals ineffective by preventing them from reaching inner pipe wall surfaces.
Pipeline cleaning strategies typically involve using utility pigs. Pig selection is based upon historical operating information and analysis of the production fluids plus any contaminants. In the absence of specific data or with significant unknowns, progressive pigging programs are deployed.
Specifically, pigs that are less aggressive at removal and transport of solid materials are deployed first, sequentially followed by more aggressive cleaning pigs. Operators have found that cleaning can be greatly enhanced by the application of solvents and other specialty chemicals in conjunction with utility pigs.
Most traditional specialty chemicals for pipeline cleaning are detergents (surfactants). These detergents tend to clean but do not have long lasting effects on surface modification and on prevention of future fouling.
There are a substantial number of benefits from maintaining a clean pipeline which include:
- Increased throughput
- Reduced back-pressure
- Energy cost optimization
- Improved pipeline integrity
- Reduced costs associated with other equipment
- maintenance and repair
Materials, Methods
Pig Sweep provides a nanotechnology-based mechanical cleaning mechanism instead of a chemical reaction. Pig Sweep uses a patented nanoActiv solution developed by Nissan Chemical, who has been working on nanoparticle technology since 1951.
The technology deploys highly surface modified particles in a colloidal dispersion. The inorganic particles are manufactured in Texas and are engineered to range in size from 12 to 15 nanometers [1]. The particles are comprised of silicon dioxide with a special surface coating [2]. In addition to pipeline applications, the nanoActiv technology may separately be used for enhanced oil recovery and completed well acid and fracture treatments.
The particles exhibit Brownian motion and provide a diffusion driven mechanism that creates a wedge effect with disjoining pressure that can mechanically lift and release hydrocarbons and other contaminants [3].
The dispersion of colloidal particles, when mixed with cleaning fluids, form orderly hexagonal arrays which act mechanically to exert a large spreading force [4]. The nanoparticles also surround hydrocarbon droplets and fragment them into smaller droplets [5]. Some nanoparticles may interact and remain on the pipe wall, which provides protection against future fouling or debris collection.
Because nanoActiv particles are designed to be hydrophilic, returned particles are exceedingly small and show up in water but not in hydrocarbons [6].
Research, Development
Research and development for Pig Sweep began in December 2016 with the goal of developing a solution to clean active pipeline while maintaining dew point specification and returning the pipeline to dry condition. The research and development team suggested using colloidal nanoparticles as an active ingredient in the Pig Sweep product. Nano technology has been used for many years for downhole applications but had not been used in pipelines.
The first iterations of the product lacked the ability to dry within the specified timeframe and the consistency of the debris removed was not conducive to purging the pipeline.
The research and development team continued to make changes to the parameters of the blend, eventually resulting in the proper drying time and improved consistency to allow complete removal of the debris during the cleaning process. The results of the optimized blend were dramatic and surpassed the expectations of both the pipeline company and the research team.
Results, Discussion
The Pig Sweep product has been field tested in a variety of different pipeline systems, including dry gas transmission pipelines, natural gas gathering pipelines, and natural gas liquid (“NGL”) pipelines. In many cases, the product has been tested in applications where prior cleaning efforts did not achieve the desired results. Below are descriptions of the systems, process, and results from two of these case studies.
Case Study 1
Case Study 1 involved a typical maintenance cleaning run on multiple segments of a 36-inch nominal diameter, 344-mile dry gas pipeline system. This system flows approximately 1 Bscf/d and supplies natural gas to four power plants as well as city taps. The operator of the pipeline had previously used a traditional chemical mixture containing kelating agents. During this prior run, the dew point specification was exceeded causing a shutdown of a portion of the system.
Using Pig Sweep, the cleaning process was completed without any production loss and the contract dew point specification was maintained throughout the process. The system was split into several different line segments, and more than 41,000 pounds of solids were removed from the segments cleaned with this product. Below is a detailed description of the process used to clean this system.
One particular segment of the system was an 84-mile pipeline flowing an average of 800 MMcf/d at roughly 750 psi resulting in gas velocities of approximately 18 miles per hour.
Due to contractual obligations, the flow rate could not be reduced in order to run a cleaning pig at the normal speed of three to seven miles per hour. This meant that a speed control pig was the only option for this line.
The speed control pig was set to run between five to seven miles per hour throughout the run.
For the product injection, the 84-mile line segment was broken down into six equal lengths of approximately 14 miles each. The injection quantity was based on a 5-mil (0.005”) coat of product using the pipe ID and the length in miles between each injection point.
It was determined that the injection would take place 30 to 45 minutes prior to the pig being launched. The injections at the remaining locations were also done 30 to 45 minutes prior to the pig’s arrival at that injection point. This allows the PS-12G product time to be sprayed along the pipe wall using the gas flow.
Separation equipment was placed at the pig receiver site to separate the liquid and debris which were then captured in frack tanks. The contents were measured after each run to determine the success of the cleaning run. The process above was repeated three additional times until it was determined that the line was clean. Reduced amounts of PS-12G were used on additional runs.
A total of more than 17,000 pounds of solids were removed from this specific segment and more than 41,000 pounds were removed from the system overall through the cleaning process. This was significantly more than had been removed in the prior year’s run while using approximately a third of the volume of chemical.
The line remained under the contract dew point specification throughout the process and no production was lost or curtailed.
This cleaning run also led to a 75% year over year reduction in solids removal on the system.
Case Study 2
Case Study 2 was a maintenance cleaning run on a 24-inch nominal diameter, 63-mile dry gas pipeline flowing 260 MMscf/d at approximately 850 psi. Prior cleaning runs had been performed using brush pigs and occasionally diesel fuel, without the use of cleaning chemicals. Following these runs, there was no appreciable improvement in operating conditions.
Prior to the Pig Sweep cleaning run, this pipeline required two additional Caterpillar 3616 compressors during normal operation to achieve a flow rate of 260 MMscf/d. The gas control on this system allowed for the reduction of flow and therefore velocity during the process. This allowed traditional pigs to be moved at the desired speed for cleaning of three to seven miles per hour. This also allowed for the PS-12G to be spread using a spreader pig followed by a more aggressive pig. In this scenario, the pigs were run at approximately five miles per hour.
This 63-mile pipeline was segregated into three approximately equivalent segments with a launcher and receiver on each segment. The process described below was done on each segment. The first pig used was a foam disc pig in order to remove all free liquid and loose debris from the line segment.
Separation equipment was again placed at the receiver to catch all liquid and debris. For the second run, the PS-12G product was injected at the launcher and a second point halfway along the segment, splitting the segment into two roughly equal subsegments.
The product was injected 30 to 45 minutes prior to the pig being launched. For this run, a bullet-nosed foam pig with spiral grooves was used to spread the product, allowing it to be spread along the full inner circumference of the line segment maximizing the contact with solids allowing the nanoparticle process to take place.
The third pig was a solid polyurethane cup disc pig equipped with brushes and magnets and was launched 12 hours after receiving the spreader pig. Liquids and debris were captured using separation equipment. This brush pig process was repeated several times until the line segment was deemed clean. This was determined by measuring the liquid and debris received after each run until no further liquids or debris were recovered. After the system was restored back to normal operating conditions, the pipeline showed a significant increase in capacity (Table 1).
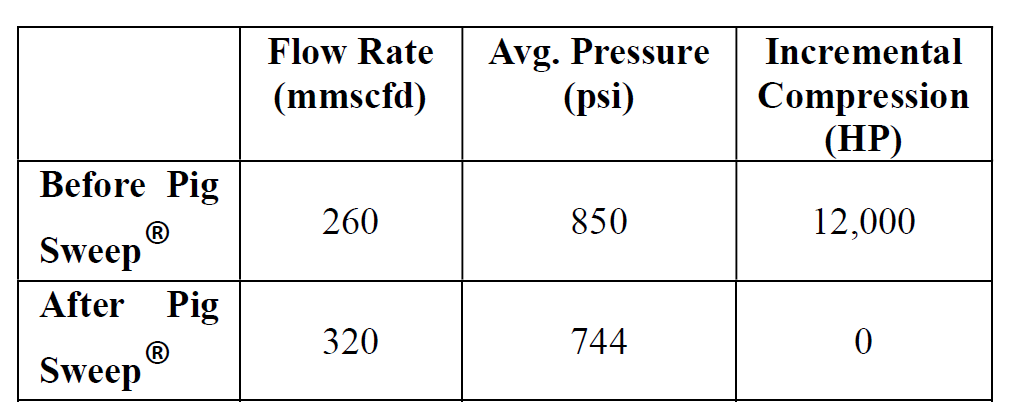
The operator was able to shut down two compressors while increasing flow rate due to the increased pipeline efficiency post-cleaning.
The compressors have been shut down for 18 months following the cleaning, leading to a reduction in fuel and operating costs of approximately $13,000,000.
The more than 20% increase in throughput resulted in an increase in revenue of approximately $40 million, leading to a combined impact of more than $50 million.
Laboratory Testing
The typical properties required for a typical pipeline chemical or cleaner solution are wetting, solubilization, emulsification, dispersion, and detergency.
These properties are directly applicable to surfactant (surface active) and solvent type chemicals but some of them are generically applicable to other products regardless of the cleaning mechanism. Testing of pipeline cleaning agents is customized based on situational conditions and there are currently no test methods to define industry accepted standards.
In most cases, customized testing procedures are developed by in-house production chemistry labs, by large chemical providers, or in collaboration with external specialty labs.
There are some standardized ASTM tests [7,8] primarily designed for application to pharmaceutical, medical, and oxygen manufacturing facilities. These ASTM tests are specifically designed to evaluate the effectiveness of cleaning agents.
They provide guidance on how to visually evaluate coupons, calculate a Cleaning Effectiveness Factor (CEF), and a residual contamination (Rc) value. This yields both qualitative and quantitative data.
Although these tests and others are not specifically designed for pipeline applications, some of the definitions, basic principles, and procedural sections were incorporated into a testing program for the evaluation of Pig Sweep as a pipeline cleaner [7,8]. Other ASTM tests were evaluated for potential inclusion into the ongoing and future testing programs [9,10,11].
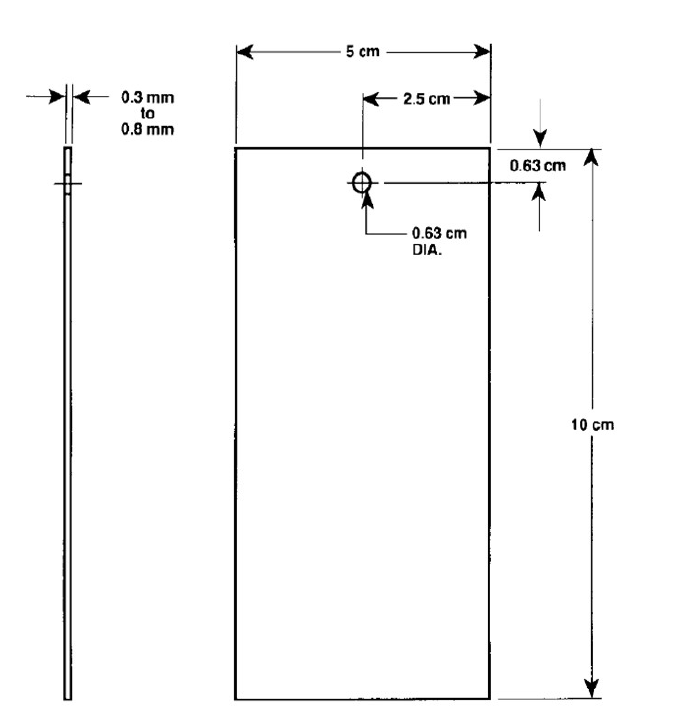
Three basic types of tests were considered for further product evaluation. The first is a basic coupon immersion test (Figures 2 and 3). In this test, contaminated coupons are immersed in the cleaning agent and evaluated afterwards for removal efficiency.
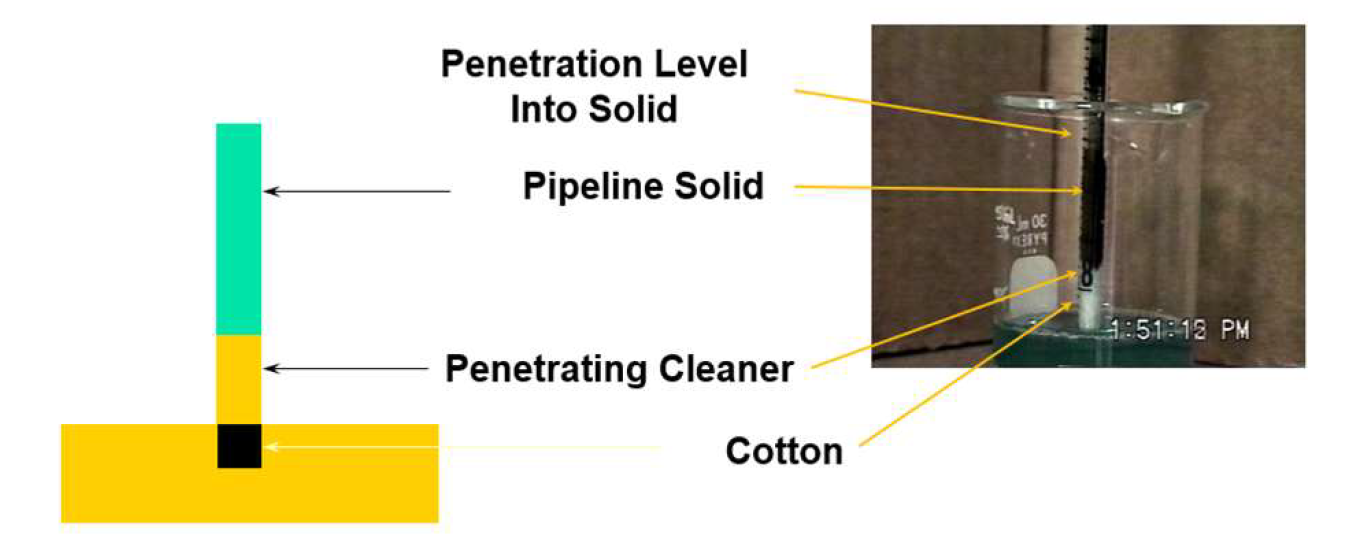
A second type of test is a Vertical Absorption Test (VAT) (Figure 4), which is used to evaluate a cleaning agent’s ability to penetrate a contaminant.
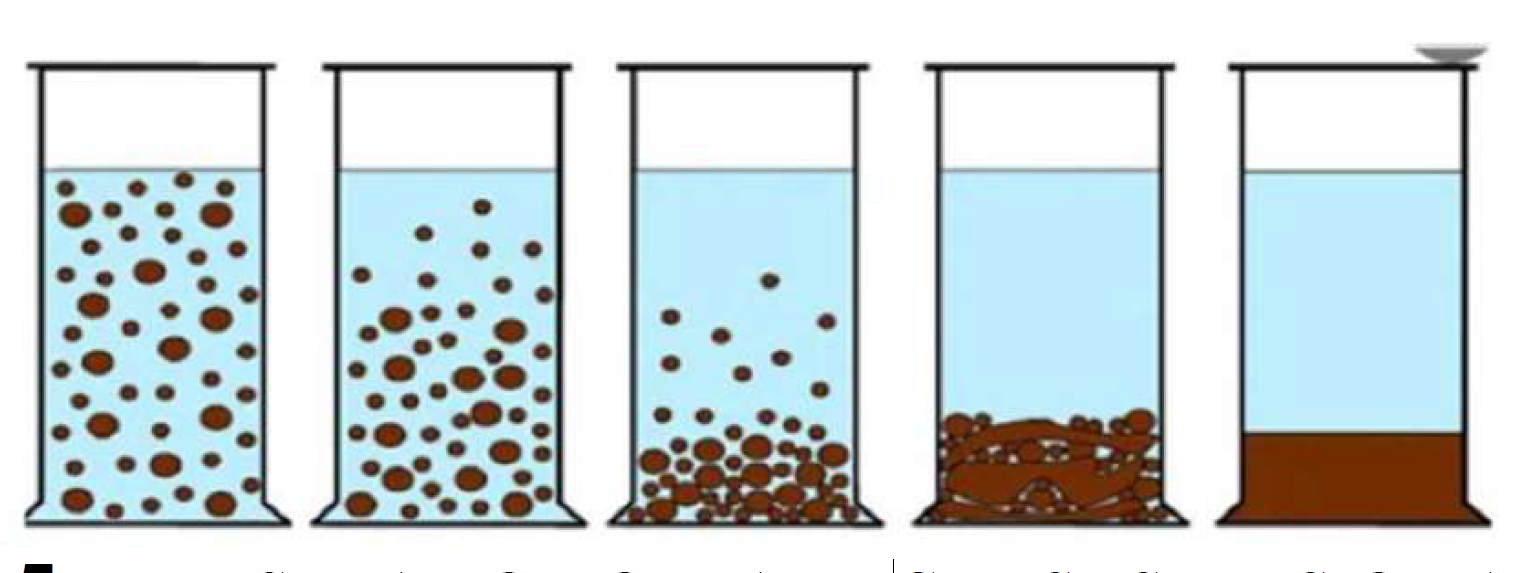
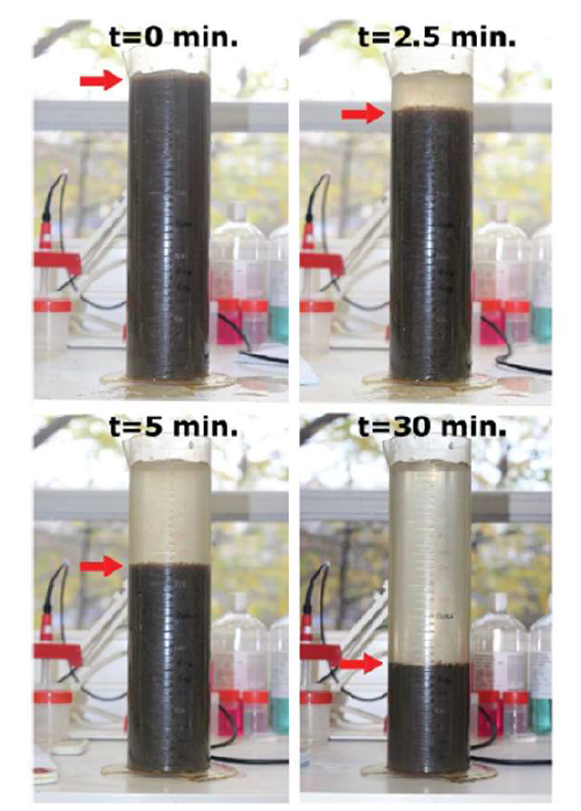
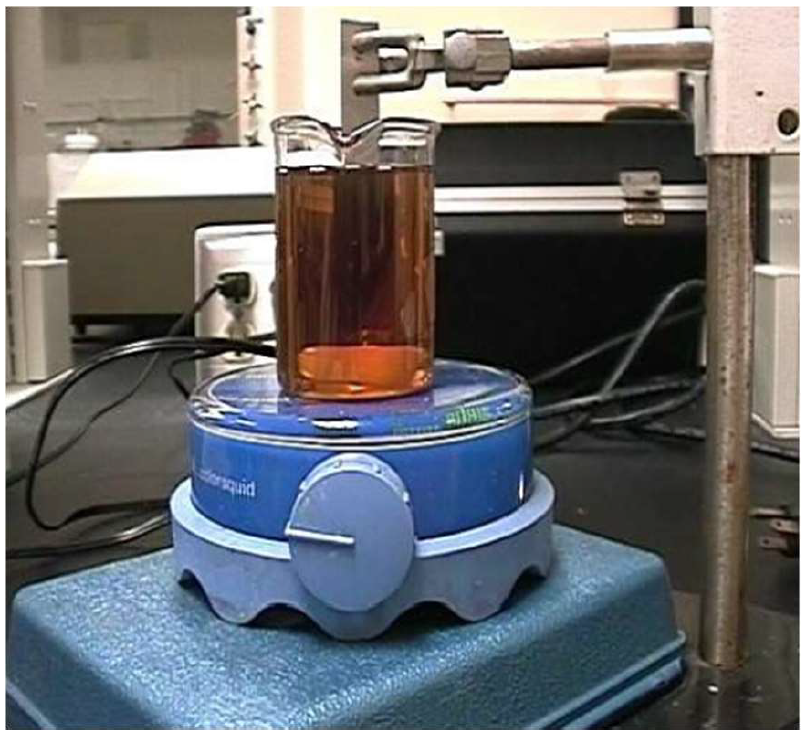
A third type of test is used to evaluate suspension effects that relate directly to a cleaning product’s effectiveness at mass transporting debris along a pipeline or out of a system (Figures 5 and 6). After vigorous mixing to simulate turbulence, the settling time of particles is measured. The lower the settling rate, the better the suspension.
Final testing procedures have been developed and laboratory tests are currently underway. These tests will be used to optimize Pig Sweep solvent formulation and concentration for the nanotechnology delivery packages. Additional value will be gained by evaluating cleaning process variables such as contact time, temperature, agitation, and developing optimal cleaning processes.
The testing program included the collection of pigging debris for utilization in the laboratory. Inorganic and organic debris composition was determined using special analytical techniques. These included energy dispersive X-ray (EDX) analysis, X-ray diffraction Analysis (XRD), and organic ignition tests. Additionally, for complete characterization of the testing parameters, full compositional analyses of the pipeline production fluids were obtained, including natural gas, crude oil, condensate, and water.
Tests like these have historically been used to evaluate conventional cleaning products such as chemical surfactants. They may not account for key variables related to nanotechnology product mechanisms (pressure, Brownian motion, etc.). The ongoing test program will include benchmarking against conventional products and other advanced surface tests.
Conclusion
Conventional chemicals have had limits to their effectiveness in certain pipeline applications. The use of nanoparticles in pipeline cleaning could change the future of pipeline cleaning. The technology has produced promising results in field testing and case studies to date. There is limited laboratory data and few methods available for evaluating nanotechnology, particularly in this application.
Acknowledgments: E&P Services Group, IERP LLC and Assured Flow Solutions.
Editor’s note: The paper this article was based on was originally published at the ASME 2022 14th International Pipeline Conference (IPC2022), Sept.; 26-30, 2022, Calgary, Alberta, Canada
References:
[1] By comparison, a sheet of paper is about 100,000 nanometers thick, and a strand of DNA is 2.5 nanometers wide.
[2] www.nanoactiv.com/resources/faqs.
[3] Wasan and Nikolov, Nature, Volume 423, 2003.
[4] www.nanoactiv.com.
[5] www.nanoactiv.com.
[6] www.nanoactiv.com/resources/faqs.
[7] ASTM G122−20 Standard Test Method for Evaluating the Effectiveness of Cleaning Agents and Processes, ASTM
[8] G121-98 Practice for Preparation of Contaminated Test Coupons for the Evaluation of Cleaning Agents, ASTM E3106 Guide for Science-Based and Risk-Based Cleaning Process Development and Validation.
[9] ASTM E2834-12 (2018) Standard Guide for Measurement of Particle Size Distribution of Nanomaterials in Suspension by Nanoparticle Tracking Analysis (NTA)
[10] ASTM E2490 09 (2021) Standard Guide for Measurement of Particle Size Distribution of Nanomaterials in Suspension by Photon Correlation Spectroscopy (PCS)
[11] ASTM E3247 20 Standard Test Method for Measuring the Size of Nanoparticles in Aqueous Media Using Dynamic Light Scattering.

Comments