
February 2023, Vol. 250, No. 2
Features
Tech Notes: Case for 100% Ultrasonic Testing of Steel Sleeves
By David Futch, PE, Director, Materials Engineering, ADV Integrity and Josh Wilson, Technical Sales Manager, Allan Edwards, Inc.
(P&GJ) — You get what you inspect, not what you expect. It’s a simple adage but nicely summarizes the value of advanced material inspection, especially in the oil and gas industry.

Inspection is a broad category, however, generally describing a process to examine a given component or widget. In the oil and gas industry, this can include visual inspection, dye penetrant, magnetic particle, or ultrasonic testing, to name a few.
Each testing method comes with its own set of positives and negatives, but when used properly, allows for the identification of features not easily identified through visual examination alone.
Advantage of Ultrasonic
Often, pipeline operators rely on the use of steel sleeves to repair a defect feature found on a pipeline. These steel sleeves are typically manufactured via formed plate material.
Manufactured plate undergoes a largely modern and routine manufacturing process; however, these processes are not immune to mid-wall or slightly subsurface features forming in the plate – which will eventually become the sleeve.
While many surface features can be identified visually, subsurface features require some sort of through-thickness nondestructive examination (NDE) process. Limited NDE is performed while manufacturing the coil or plate, so anything later fabricated from this material relies solely on the manufacturing process, i.e., exception, rather than inspection.
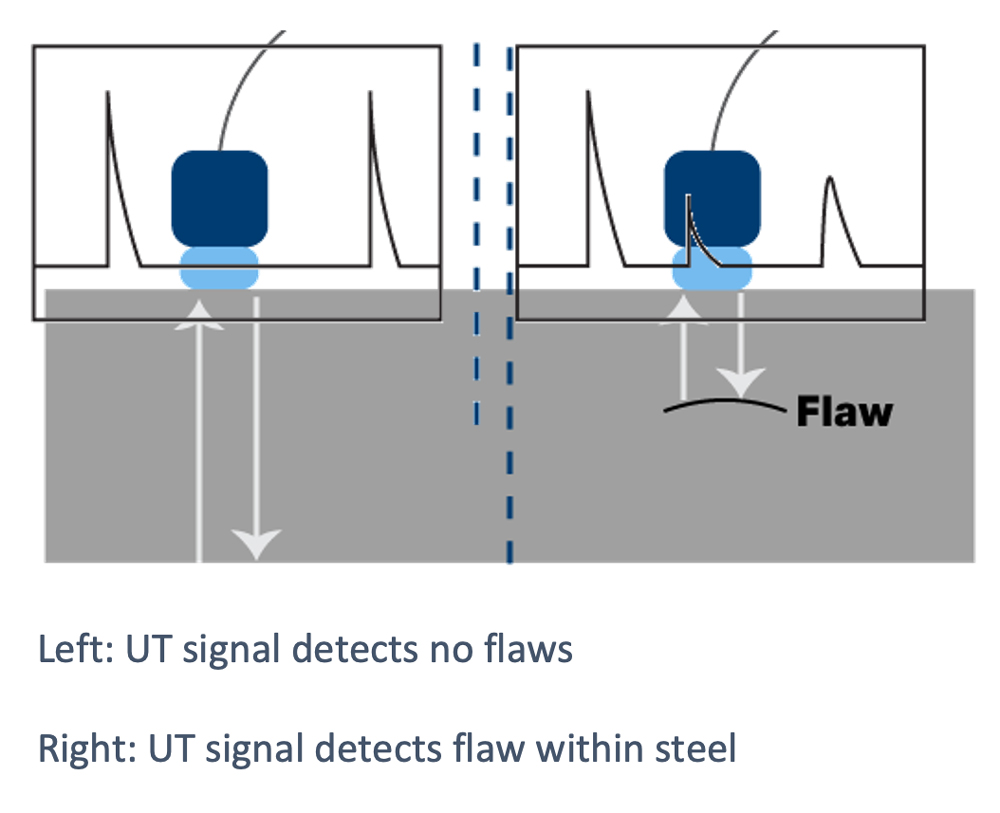
The lack of a uniform inspection requirement as an industry gap and has addressed this gap through the introduction of fully automated ultrasonic testing (UT) capabilities to its manufacturing process. UT is a nondestructive method of inspection where a form of ultrasonic (above human hearing) frequency (ultrasound) propagation in dense materials is measured for time and calculated based on velocity of materials. The return amount of kinetic mechanical energy is also measured for strength (amplitude), and the reflection mechanics of the signals are interpreted to characterize features. The results of the inspection are collected in a report and analyzed to identify potential laminations. Any steel containing features that do not meet or exceed ASTM standards is rejected.
Breaking Down PAUT
Allan Edwards uses Phased Array Ultrasonic Testing (PAUT) technology through its recent addition of a new, fully automated UT machine. This method of inspection is even more accurate at finding flaws in manufactured materials than conventional UT. The ultrasonic beam assembly in the phased array probe uses sixty-four individual beams, rather than a single beam as with conventional UT.
These beams can be focused and swept electronically without moving the probe and enable flaw detection both on and underneath the surface of the steel material. By using multiple beams, the probability of flaw detection is increased ten times compared to conventional UT.
In addition to PAUT providing more data than a single beam, PAUT allows for the collection of encoded data. This provides a traceable report documenting the quality of the mother plate. In an age where the industry requires a traceable, verifiable, complete (TVC) record, supplementing traditional mechanical testing data with inspection data increases the standard of care when it comes to steel sleeves.

Pipeline Implications
When a sleeve is installed on a pipe to provide additional reinforcement or to repair a damaged section of pipe, the underlying carrier pipe has, in most cases, undergone the most stringent inspection required by industry specifications – often including NDE.
If we as an industry have become accustomed to the carrier pipe being inspected at the time of manufacturing, why are we as an industry not subjecting the repair material to the same level of care? Allan Edwards PAUT ensures that the quality of the repair product matches the inspection standard of the carrier pipe that it is reinforcing.
Regulatory challenges are becoming more stringent than ever as public perceptions of the oil and gas industry become increasingly critical. As the stakes continue to rise, so must our own standards. Consider PHMSA’s Mega Rule, which has imposed new and significant regulations on an estimated 400,000-plus miles of gas gathering lines.
These previously unregulated lines now need reliable repair solutions. The addition of a fully automated PAUT system results in a repeatable, reliable, and traceable record of the steel plate quality. Though UT inspection is not a requirement for steel sleeve manufacturing, and most pipeline operators do not require it, its numerous benefits make it a worthwhile investment.

Comments